Einführung
Zwischen CNC und PLC werden umfangreiche Datenmengen ausgetauscht. Dabei handelt es sich beispielsweise um
- Kommandos aus NC-Programm der CNC an die PLC (z.B. Technologie-Befehle wie M, S, T und H-Befehle usw.).
- Quittierungen der Technologie-Befehle durch die PLC.
- Anzeigedaten der CNC (z.B. Momentane Achspositionen, aktuelle und programmierte Bahngeschwindigkeit usw.).
- Aufträge der PLC an die CNC (z.B. Betriebsartenumschaltung, Feedhold setzen usw.).
- Aufträge der GUI an die CNC, die von der PLC verifiziert und ggf. verweigert werden können (z.B. Betriebsartenumschaltung, Feedhold setzen usw.).
Im folgenden Übersichtsbild ist die Schnittstelle zwischen CNC und PLC skizziert:
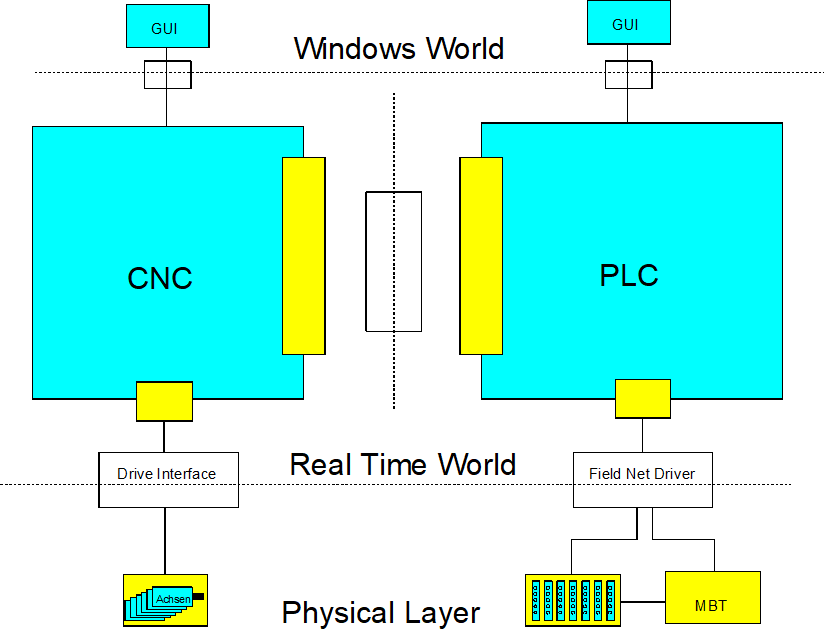
Diese Dokumentation beschreibt den Aufbau dieser Schnittstelle zwischen CNC und PLC, die im Folgenden als High-Level-Interface (kurz HLI) benannt wird.
High-Level-Interface bezeichnet hier die Strukturierung der Schnittstelle mit komplexen Datenstrukturen und Handshakevariablen. Dies wird im Unterschied zu einer Datenschnittstelle auf niederem Abstraktionsniveau gesehen (Low-Level-Interface).