Beschreibung
Für bestimmte Bearbeitungstechnologien, wie z.B. Schleifen, ist eine oszillierende Achsbewegung erforderlich, die weitgehend unabhängig von einer Bahnbewegung ausgeführt wird.
Diese im Folgenden als „Pendelbewegung“ bezeichnete Bewegung führt das Werkzeug periodisch reversierend über dem Werkstück aus.
Die typische Pendelbewegung ist dabei im physikalisch strengen Sinn sinusförmig. Bei der Verwendung des Begriffes „Pendelbewegung“ für die im Folgenden betrachtete periodische Reversierbewegung ist zu berücksichtigen, dass der zeitliche Verlauf der Bewegung im Allgemeinen nicht sinusförmig ist!
Da bei der typischen Schleifbearbeitung die Relativgeschwindigkeit zwischen Scheibe und Werkstück zumindest während des Werkzeugeingriffs konstant sein sollte, ist dies auch so gewünscht.
Beispielhaft ist im folgenden Bild eine Pendelachse beim Schleifen dargestellt. Die Werkstückbearbeitung erfolgt dabei durch Überlagerung der X-Pendelbewegung mit Positionierbewegungen in Y- und Z-Achse.

Parameter-Beschreibung
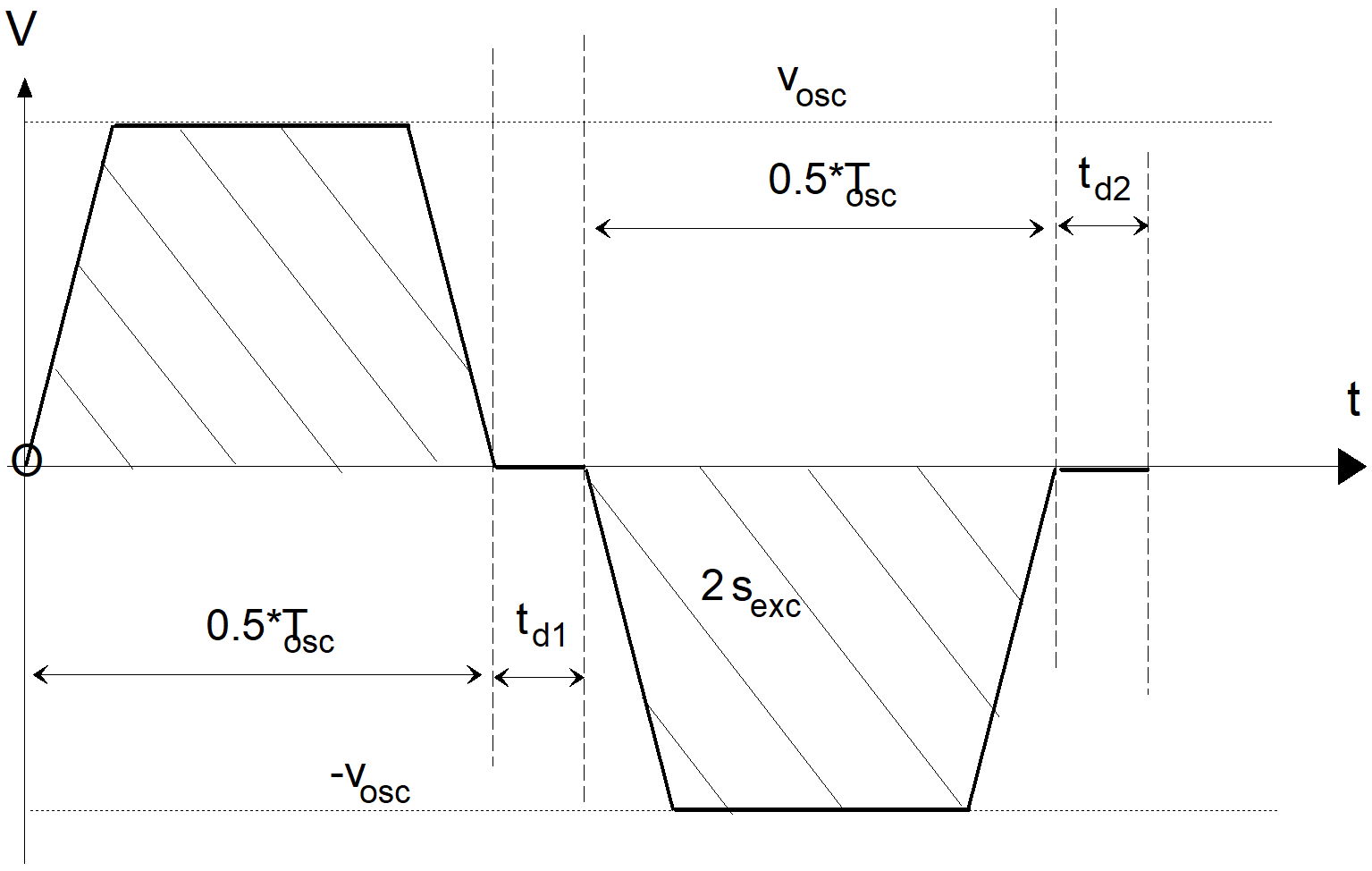
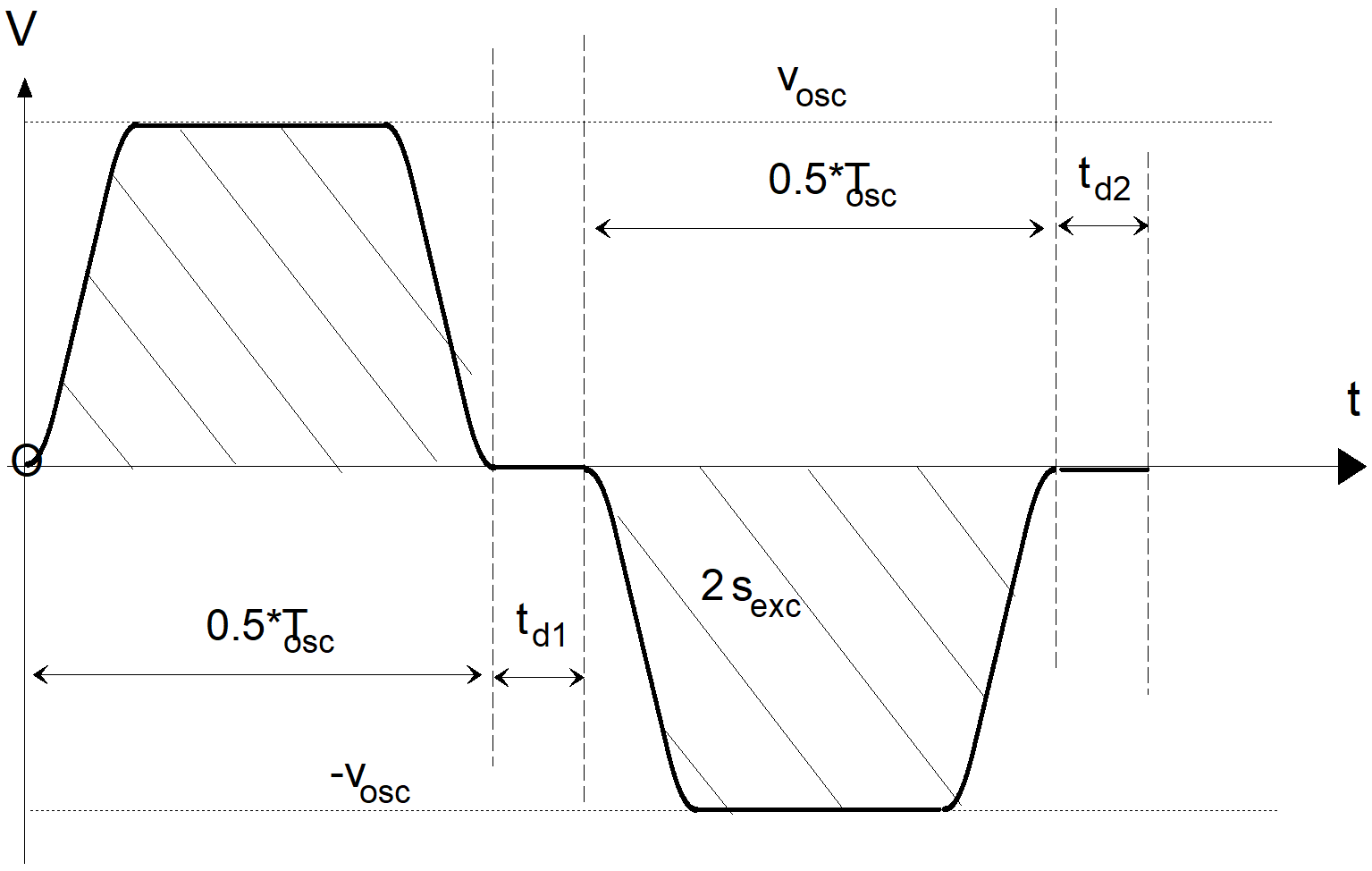
Die Pendelbewegung kann neben dem Profiltyp, der die Art des Geschwindigkeitsverlaufs in der dynamischen Phase festlegt, durch folgende Parameter charakterisiert werden:
vosc: | Pendelvorschub |
Die folgenden Zeit- und Wegdiagramme verdeutlichen die Parameter:

Eigenschaften
- Die wesentlichen Eigenschaften der Pendelbewegung ergeben sich über zwei Absolutpositionen, zwischen denen die Pendelbewegung ausgeführt wird, sowie der Vorschubgeschwindigkeit.
- Beliebige Festlegung der Pendelachse innerhalb der konfigurierten Achsen
- Asynchrone Pendelbewegung
- Alternative Programmierung der Pendelachse im Bahnverbund
- Start und Stopp und Parametrierung der Pendelbewegung erfolgen über das NC-Programm
- Slopetyp entsprechend dem eingestellten Kanalparameter
- Programmierbare Wartezeiten an den Umkehrpunkten der Pendelbewegung
- Verwendung von G01 Beschleunigung in den dynamischen Phasen der Bewegung
- Unterbrechung der Bahnbewegung, wenn Pendelbewegung beauftragt wird
- Implizite Deaktivierung der Pendelbewegung bei:
- Übergang der programmierten Pendelachse zur Bahnbewegung
- Neubeauftragung ohne vorherige Abwahl
- Anforderung von Achspositionen zur Synchronisation von Decodierung und Interpolation
- Programmende
Hinweis

Nach Deaktivierung der Pendelbewegung wird immer auf Pendelposition 2 gestoppt!