KIN_TYP_202 - CYL 2ROT kinematics
Kinematic structure
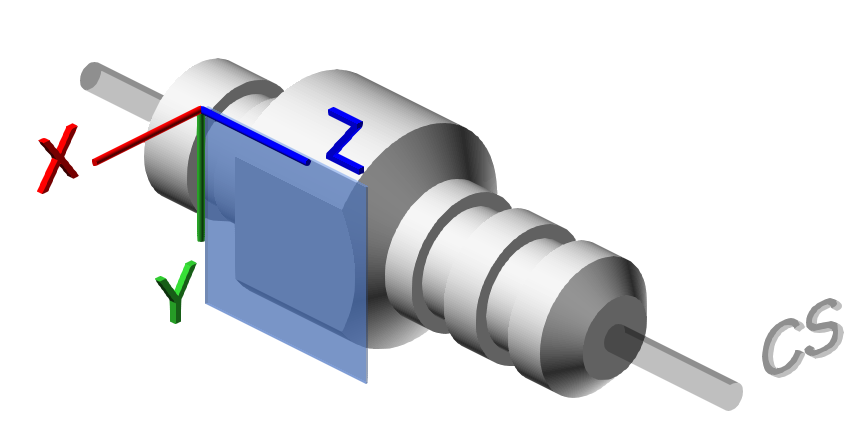
Turning work in the Cartesian system. The tool is supported by the translatory axes XQ, ZQ and the rotary axis YQ. The workpiece is aligned by the rotary axis CS.
Transformation can be switched by the command #CYL 2ROT. The user programs X, Y, Z in the Cartesian system. In addition, the dimension C of the tool angle is programmed in the X-Y plane. When C=0, the tool is parallel to X and vertical on Y.
The kinematics are available in 2 variants.
- In the LEFT variant (HD10 = 0) the CS axis is located to the left of the YQ axis. The YQ axis points to the left in zero position. When transformation is selected, the X axis must be located to the right of the CS axis.
- In the RIGHT variant (HD10 = 1) the CS axis is located to the right of the YQ axis. The YQ axis points to the right in zero position. When transformation is selected, the X axis must be located to the left of the CS axis.
The CS axis must have a modulo range of 0° to 360°, see P-AXIS-00126 and P-AXIS-00127.
Axis configuration in the NC channel | ||
Axis identifier | XQ, YQ, ZQ, CS | |
Axis index | 0, 1, 2, 3 | |
Kinematic structure | ||
| Tool axes | Workpiece axes |
NC axes | XQ, YQ, ZQ | CS |


HD offset | param[i] | Meaning | Unit |
HD1 | 0 | Tool length offset | 1.0 E-4 mm |
HD2 | 1 | X offset from machine origin MNP to rotation centre XQ | 1.0 E-4 mm |
HD3 | 2 | Y offset from machine origin MNP to rotation centre XQ | 1.0 E-4 mm |
HD4 | 3 | Z offset from machine origin MNP to rotation centre XQ | 1.0 E-4 mm |
HD5 | 4 | Angular offset for YQ | 1.0 E-4° |
HD6 | 5 | X offset from machine origin MNP to rotation centre CS | 1.0 E-4 mm |
HD7 | 6 | Y offset from machine origin MNP to rotation centre CS | 1.0 E-4 mm |
HD8 | 7 | Z offset from machine origin MNP to rotation centre CS | 1.0 E-4 mm |
HD9 | 8 | Angular offset for CS | 1.0 E-4° |
HD10 | 9 | Kinematics variant 0: LEFT, CS axis is located to the left of the tool axis YQ 1: RIGHT, CS axis is located to the right of the tool axis YQ | [ - ] |