Standard skipping
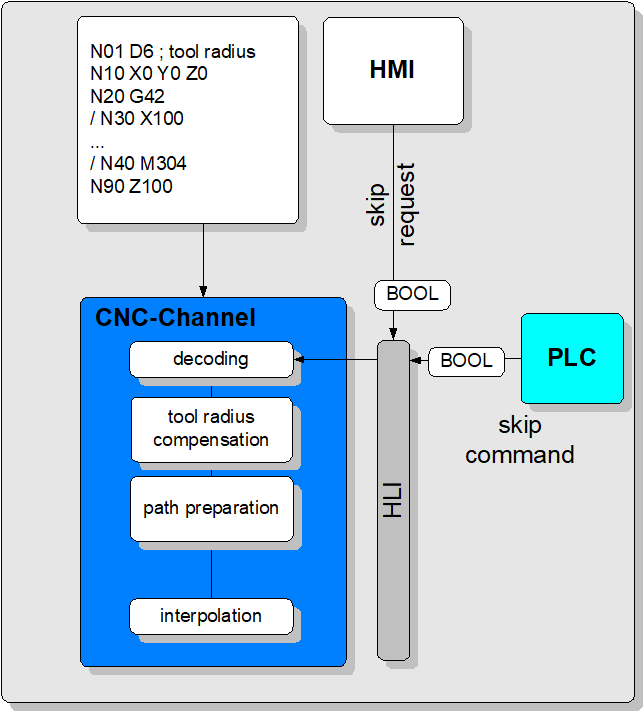
Specific NC blocks can be skipped by prefixing them with a "/" character. The controller ignores these blocks if the function "Skip block" is enabled on the operating console (HMI) or by the PLC before main program start.
/ N3412 X100 …
The function defines optional processing steps in an NC program such as measuring loops, test blocks, etc.
Notice

The enable/disable status of the “Skip block” function is adopted at program start and remains effective until program end.
In builds up to V3.01.3021.01, the enable/disable status is switched by a BOOL command.. In later builds, enable/disable is switched by a 32-bit command. Extended skip levels are also available (Extended skipping) and their effectiveness can be changed while an NC program is active.