Description
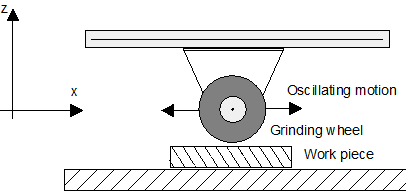
An oscillating axis motion is required in certain machining technologies, e.g. grinding, and this is executed mainly independently of a path motion.
This motion referred to below as an "oscillating motion" is executed by the tool with periodic reversal across the workpiece.
In the strict physical sense of the word, a typical oscillating motion is sinusoidal. It must be borne in mind that, when the term “oscillating motion” is used for the periodic reversal motion described in this section, the timing of the motion is not generally sinusoidal.
This is also not intended since in typical grinding work, the relative velocity between the disc and the workpiece should be constant, at least during tool engagement.
An oscillating axis during grinding is presented in the figure below as an example. The workpiece is machined by superimposing the oscillating X motion on positioning motions in the Y and Z axes.
Description of parameters
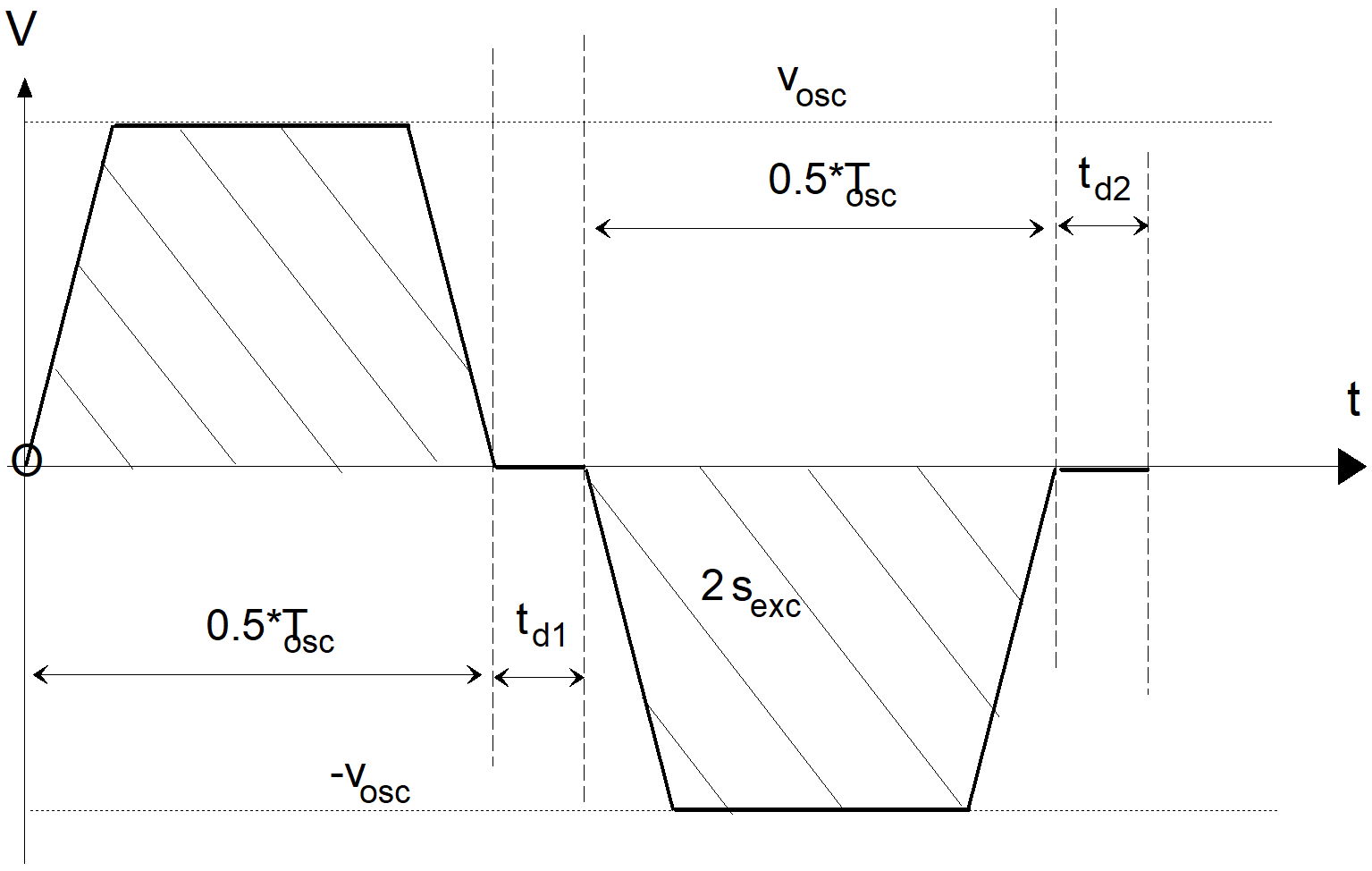
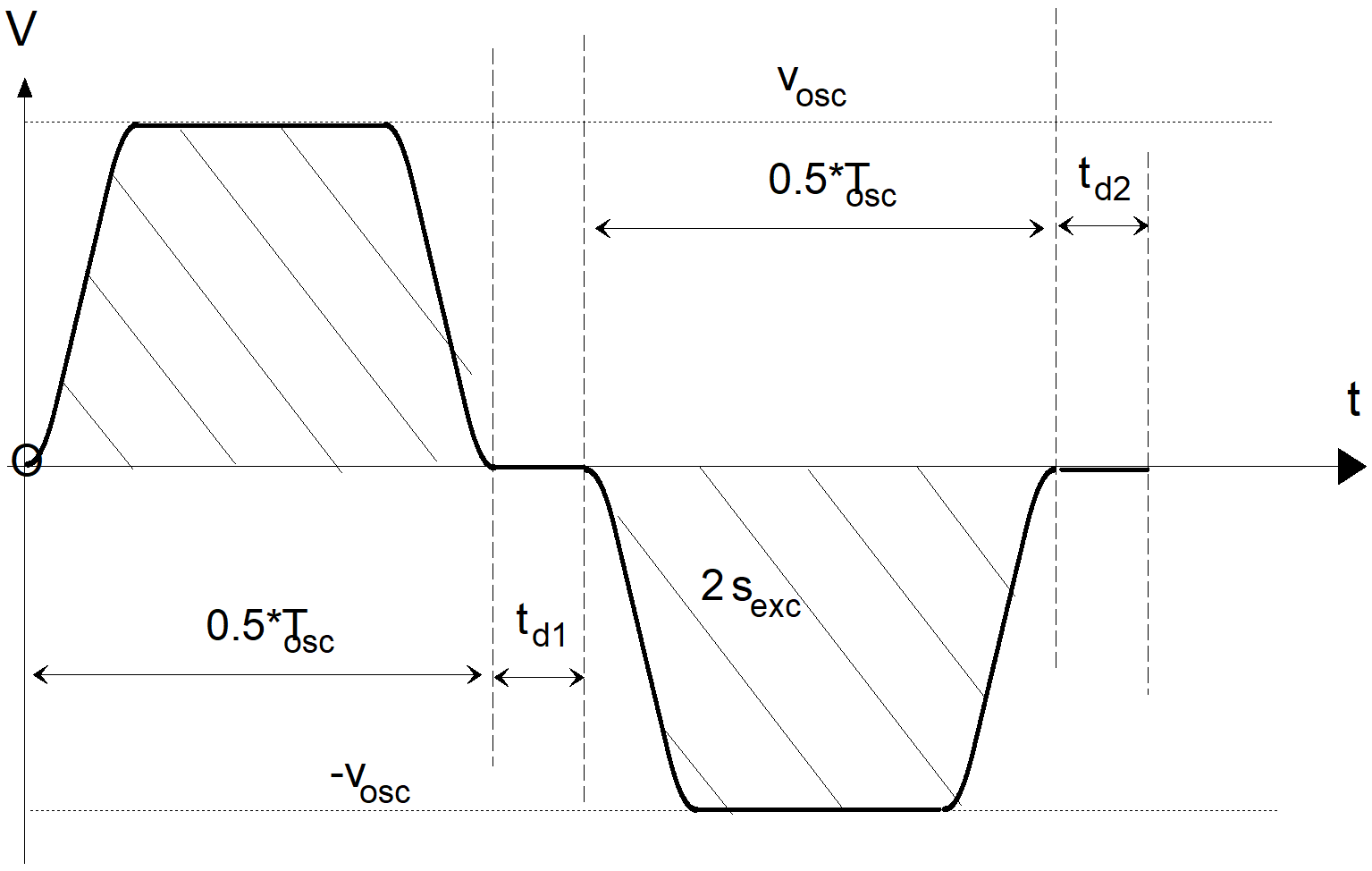
An oscillating motion can be described by the following parameters in addition to the profile type which defines the velocity curve in the dynamic phase.
vosc: | Oscillation feed |
The time and path diagrams below explain the parameters:
Properties
- The essential characteristics of the oscillating motion result from the oscillating motion between two absolute positions as well as the feed rate.
- Any definition of the oscillating axis within the configured axes
- Asynchronous oscillating motion
- Alternative programming of the oscillating axis in the path compound
- The oscillating motion is started, stopped and parameterised via the NC program
- Slope type depending on the channel parameter settings
- Programmable waiting times at the reversal points of the oscillating motion
- Using G01 acceleration in the dynamic phases of the motion
- Interrupting the path motion if oscillating motion is commanded
- Implicit deactivation of oscillating motion when:
- transiting from programmed oscillating axis to path motion
- Issuing new command without previous deselection
- requesting axis positions to synchronise decoding and interpolation
- Program end
Notice

After an oscillating motion is deactivated, the motion is always stopped at oscillating position 2 .