HSC filters
Notice

As of CNC Build V3.1.3075.02 it is advisable to use FIR filters in FCT-C37. They replace the HSC filters described here and have a larger scope of functions.
With these filters, only one HSC filter per axis is allowed and it must imperatively be the first filter (filter[0]). In the axis lists, HSC filters are only preconfigured but do not take effect until activated by the NC command #FILTER ON[HSC] in the NC program. In the pre-configuration, make sure that all axes in an axis group are configured identically. Otherwise axis behaviour may become asynchronous. In addition, it is possible to deactivate HSC filters during machining or to redefine their parameters.
The following filter types may only be used in conjunction with the prototype HSC.
- HSC-average
The HSC average filter is an acausal time range average filter. It acts within the frequency band as a low-pass filter. - HSC-NoVib
The HSC NoVib is an acausal FIR filter. The internal filter core, which depends on its natural frequency among other things, suppresses oscillations.
Step response
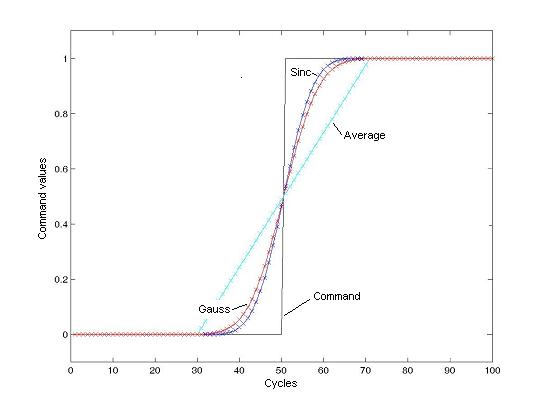
Contour deviation adjustment aid
The contour deviation when using HSC axis filters is composed of three components.
- Cycle time
- Filter order
- Feed rate run
The following simple relationships apply:
- Double cycle time = double error
- Double feed rate = double error
- Double filter order = double errorThe graphic below represents a cycle time of 1 ms and a feed rate of F1000 at a 90° corner. With different marginal data, the filter orders must be uprated according to the ratios above.
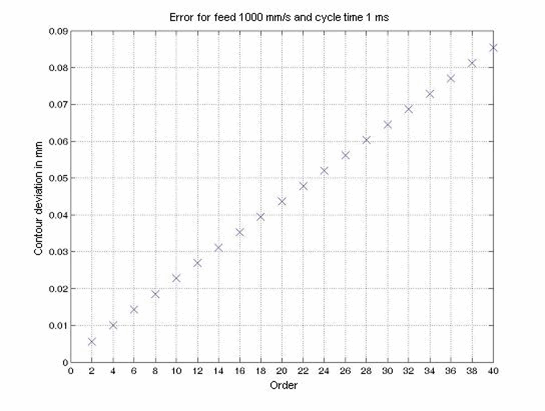
The figure above assumes a corner velocity of 1000mm/s and a cycle time of 1ms.