Example with MVS_SNS
The following CNC block is not executed until after the PLC acknowledges the M function.
Initialisation in the channel parameter list
m_synch[..] 0x4
Programing Example

MVS_SNS
N20 G00 G90 X25
N30 X50
N40 X75 M25 (M25 of type MVS_SNS)
N50 G01 X100 F2000
N60 X125 Z100
M30
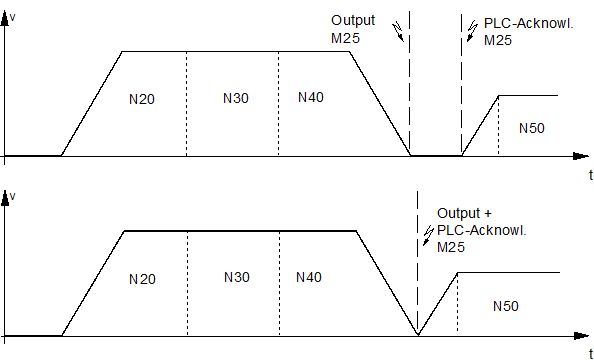
When the N40 block is executed, M25 is output and the motion is continued. If the acknowledgement of M25 is not received in good time, the program stops at the end of N40.