Example 1a: CNC spindle, internally synchronised
Programing Example

CNC spindle, internally synchronised
Initialisation in the axis parameter list
kenngr.achtstyp 0x00000004 Spindle
Initialising in the channel parameter list
spindel[0].m3_synch 0x00000002 MVS_SVS
spindel[0].m4_synch 0x00000004 MVS_SNS
spindel[0].m5_synch 0x00000004 MVS_SNS
spindel[0].m19_synch 0x00000004 MVS_SNS
Main spindle
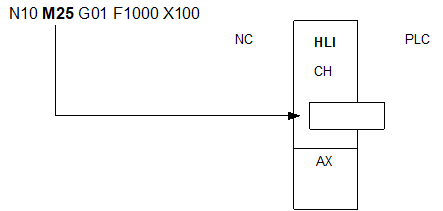
The feed motion X100 is started after the spindle confirms execution of the M3 command. The M function is not output to the PLC.
The same example in axis-specific syntax for a further spindle
N10 S2[M3 REV1000] G01 F100 X100