Other examples
EXAMPLE 1
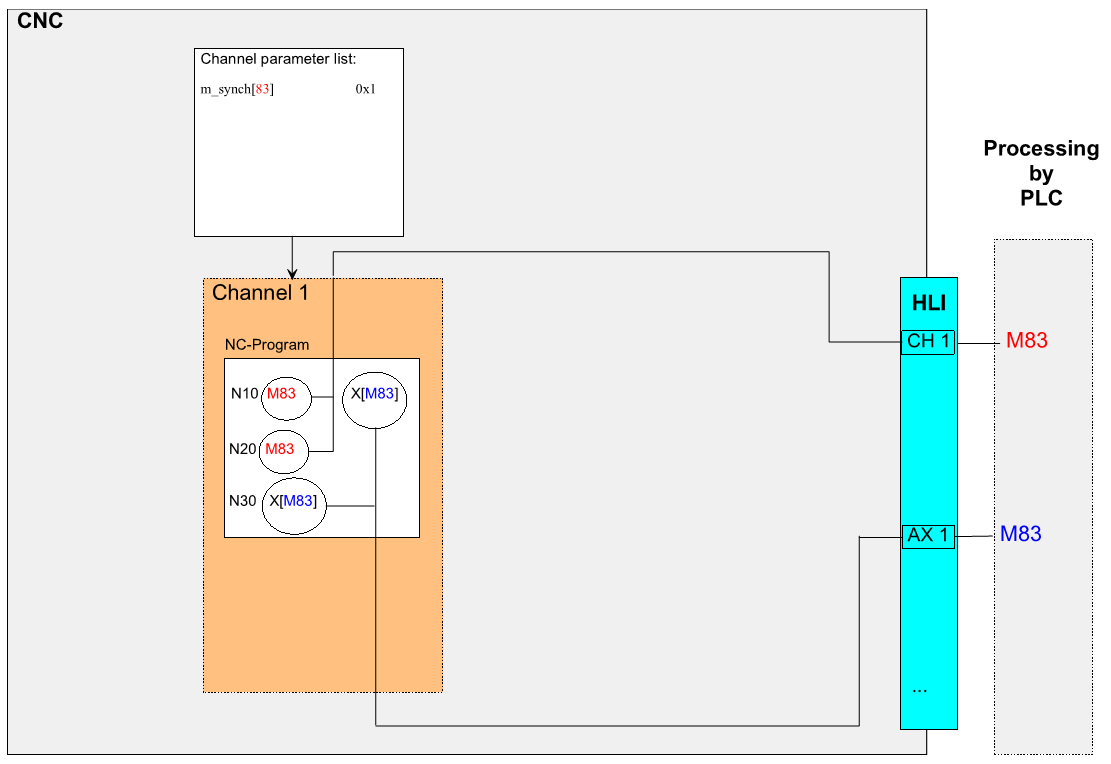
Optionally, it should be possible to output the M function to the channel or the X axis. Synchronisation is not required.
Programing Example

Optional output of M83
Channel parameter list:
m_synch[83] 0x1
N10 M83 X[M83]
N20 M83
N30 X[M83]
EXAMPLE 2
In future, the H function H3 should always be output to the spindle axis S without the need for a change to CNC programs. Synchronisation is required before a motion is commenced. To simulate production time, an execution time of 1s is assumed.
Programing Example
H3 always output to the spindle axis S
Channel parameter list:
h_synch[3] 0x2 MVS_SVS
h_default_outp_ax_name[3] S
h_prozess_zeit[3] 1000000
N10 X10 H3
EXAMPLE 3
The default M function M1 should be synchronised before a motion is commenced. To simulate production time, an execution time of 0.8 s must be assumed.
Programing Example
Synchronisation of default M1 function
Channel parameter list:
m_synch[1] 0x2 MVS_SVS
m_prozess_zeit[1] 800000
N10 M1 X100