Type 4: Continuation position defined by block number
Block search type 4:
Continuation position by block number and program name
The block number is the number (N word) of an NC row in the NC program. To generate the NC program, the operator or the system is responsible for providing every row which is relevant later, even only once, with a unique block number. However, block number ambiguities may occur due to local and global subroutines. Therefore, to determine the exact continuation position, the program name (%...) can also be specified as an option to conduct a search for the block number.
Parameter:
- block number,
- Program name (%...) via CNC object (optional),
- covered distance within the block (optional)
Release Note

The optional specification of a program name is available as of Build V3.01.3000.00.
Continuation position by block number and pass counter
Since the block number is passed several times, e.g. in loops, it is not always unique on its own. In this case, machining start may be optionally triggered by the additional specification of a pass counter. The program name (%...) can also be specified as an additional option here.
Parameter:
- block number,
- pass counter,
- program name (%...) (optional),
- covered distance within the block (optional)
Notice

It is the user’s responsibility to supply the pass counter.
Example

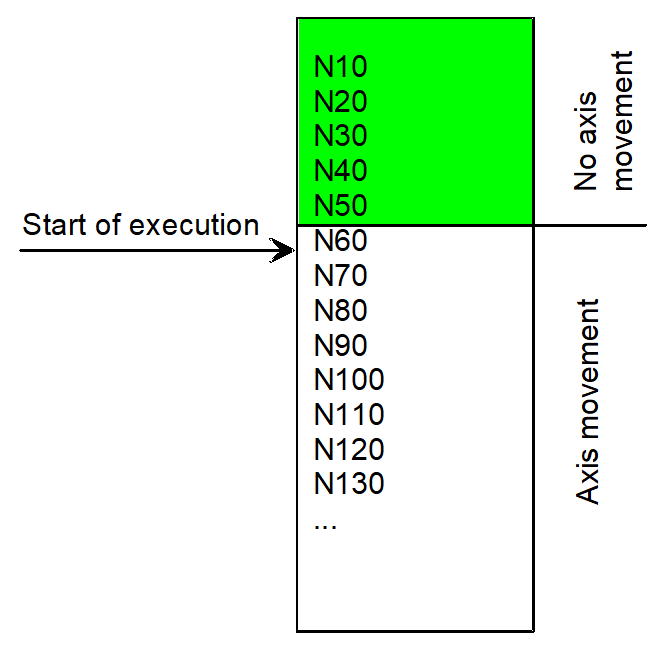
With block number
Start at block number 60
Example
With block number and pass counter
Start at block number 60 in 5th pass
