All types: Block search with additional breakpoint
Set a breakpoint with block search
An automatic stop is inserted by specifying a breakpoint by the distance from program start (cf. explicitly programmed M0). This permits the automatic instrumentation of an NC program with an M0.
The breakpoint can be specified in addition to the continuation position of the block search. The breakpoint must be placed after the continuation position.
During block search, the NC program is processed up to the specified continuation position without axis motion (green section). The axes are then moved for real (grey and white section).
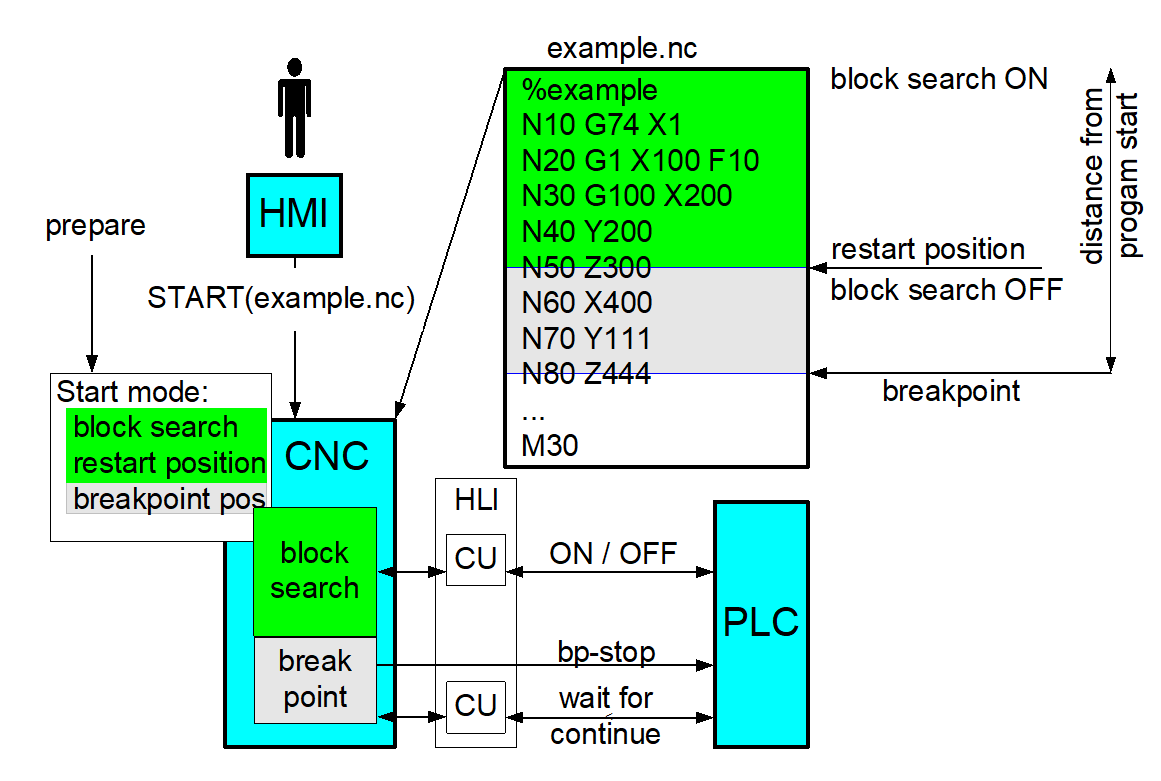
Definition of breakpoint
The breakpoint is defined in a similar way to the continuation position of block search before the start of an NC program by the distance from program start by
mc_cmd_bs_breakpoint_position_w
(see section Additional breakpoint).
Interaction with PLC
The stop caused by the breakpoint is displayed at the breakpoint (see section HLI: Stop conditions). The block search state then signals “Wait for continue motion” (see section HLI: Block search state). This is displayed until the PLC requests release for continuation of machining (see [HLI//Continue motion]).
Notice

The breakpoint is only evaluated the first time it is reached in forward direction. If the contour is then moved in backward/forward direction, no stop is executed at the breakpoint.