Dynamic coordinate system
Attention

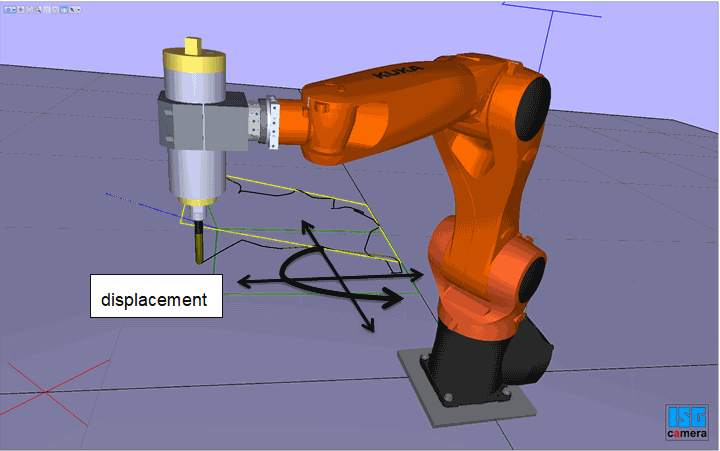
The processing slave channel attempts to follow the movements (offset, rotation) of the dynamic coordinate system. This additional movement is superimposed on the processing of the programmed channel.
The additional movement may lead to unplanned dynamic forces of the axes. This may give rise in particular to unplanned positions (kinematic singularities) being approached.
Application 1:
Manufacture a moved workpiece.
The moving coordinate system informs the processing NC channel (slave) when a moved workpiece is tracked and activates the compensation function.
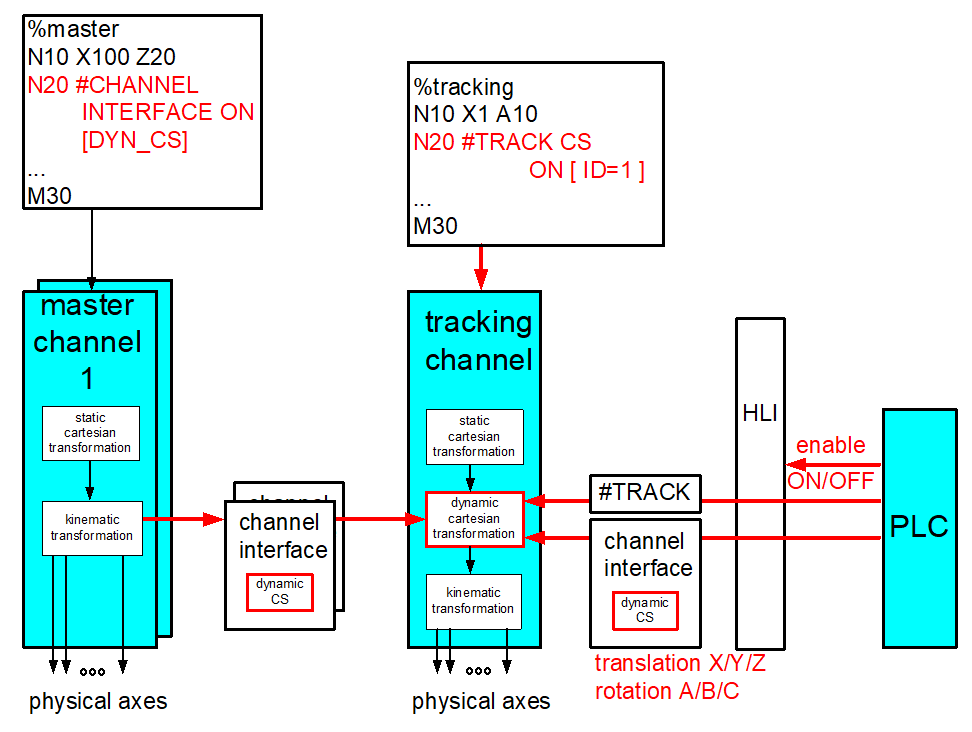
#TRACK CS ON/OFF [ ID<id> ]
The workpiece can be moved by an NC channel (Masters, ID > 0) or by the PLC (ID = 0).
- NC channel: #CHANNEL INTERFACE ON/OFF [ DYN_CS ]
- PLC: Enable the control units on the HLI

Application 2:
Compensate the moved machine (kinematics base)
The controller compensates for fluctuations (offset, rotation) in a kinematics base. In this mode the programmed position is approached as if there was no base fluctuation. Fluctuations are detected by an external measuring system and signalled to the CNC channel by the dynamic coordinate system.
Architecture and interfaces
The subsequent NC channel (slave) can be supplied by another NC channel (master) or by the PLC.
Notice

Slave channel tracking can be controlled by the NC program command or by PLC commands.