Position offsets
Offset management in PCS – WCS transformations
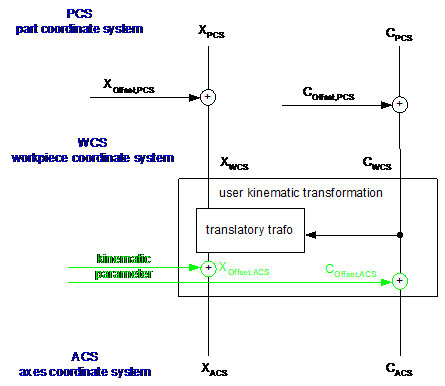
If an offset needs to be activated between the programmed coordinates PCS and the actual physical axis positions ACS, you have a number of options as user.
CNC-programmed offsets (G54, G92, etc.) are taken into consideration between PCS and WCS.
WCS – ACS
If the kinematics of a machine require offsets on the axis coordinate system, this is taken into consideration in the transformation.
Programing Example

Use of axis-specific offsets in kinematic transformation
N010 G54 ; activate zero point offsets at ACS=PCS level
N020 G0 X0 Y0 Z0 B0 C0 ; move to zero at PCS level
; …
N090 G53 ; deactivate PCS offsets
; …
N120 V.G.KIN[500].PARAM[40] = <x_offset in [0.1 µm]>
N130 V.G.KIN[500].PARAM[43] = <b_offset in [0.0001 degree]>
N140 V.G.KIN[500].PARAM[44] = <c_offset> in [0.0001 degree]
N200 #KIN ID[500] ; select kinematic type
N210 #TRAFO ON ; ACS offsets are considered inside transformation
N220 G01 X100 C90
;…
N240 G92 X400 C180 ; activate additional offset at PCS level
N250 G01 X12 C0
…
N340 G56 ; activate additional offset at PCS level
N350 G01 X2 C50
;…
N999 M30
Access to kinematic parameters
If kinematic parameters are initialised in the CNC program, they are forwarded to the forward/backward algorithms as transformation input parameters (the parameter index used is transformation-specific).
