Estimation of contour deviation
Contour deviations caused by the use of FIR axis filters are influenced by 3 factors, provided identical filters are used in every axis of an axis group:
- Cycle time
- Filter order
- Traverse feed rate
The following simple ratios apply:
- Double cycle time = double error
- Double feed rate = double error
- Double filter order = double error
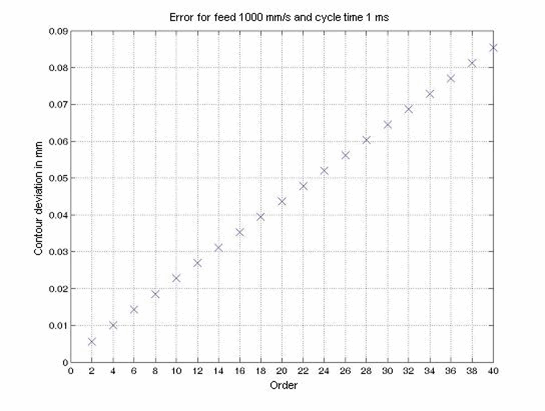
The graphic below is generated for a cycle time of 1ms and an F1000 feed rate at a 90° corner using a moving average filter. With different marginal data, the filter orders must be uprated according to the ratios above.