Rotate the coordinate system in the plane (G68/G69)
Release Note

This function is available as of CNC Build V3.1.3079.33.
This function rotates a coordinate system in the current plane (G17/G18/G19). Contours programmed in the machine coordinate system can be adapted quickly and easily to workpieces in offset positions.
Contour rotation acts directly on the programmed axis coordinates (contour) before all other contour-influencing functions, i.e. all offsets and mirroring operations are not influenced by the rotation and can be used as before (*).
Rotation may also be applied within an already rotated coordinate system (#(A)CS).
A change of plane with G17/ G18/ G19 automatically deselects an active contour rotation and a warning is output.
As a alternative to G68/ G69, contour rotation can be programmed using #ROTATION.
Syntax (example in G17): | ||
G68 R.. X.. Y.. | Select contour rotation | modal |
G69 | Deselect contour rotation | modal, initial state |
R.. | Rotation angle in degrees [°], absolute. If no angle is specified, the value 0° is set. The rotation angle has no influence on already programmed circle radii. |
X.. Y.. | Absolute coordinates of the centre of rotation in [mm, inch] in the main axes of the current plane. The following applies: G17 - X and Y, G18 - Z and X, G19 - Y and Z With coordinates that are not programmed, the current actual position is set as the centre of rotation. |

a: X.. | b: Y.. | c: R.. |
The programmed rotation parameters can be read with the following variables:
V.G.ROT_ACTIVE | Contains the value 1 if a rotation is active |
V.G.ROT_ANGLE | Rotation angle |
V.G.ROT_CENTER1 | Offset of the first main axis relative to the centre of rotation |
V.G.ROT_CENTER2 | Offset of the second main axis relative to the centre of rotation |
Notice
(*) It makes no difference whether the offsets (e.g. G54, G92 etc. ) were programmed before or after G68; they always act in the axis directions of the basic coordinate system of the machine (MCS).
In addition, tool offsets always act independently of P-TOOL-00010 in the axis directions of the MCS.
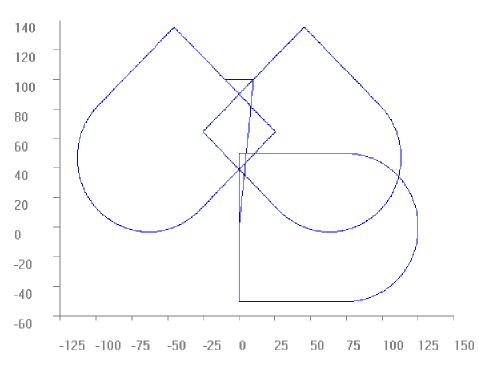
Programing Example

Rotation in a plane (contour rotation)
%L part
N10 G0 G90 X0 Y0
N30 G1 F5000 Y50
N40 X75
N50 G2 Y-50 R50
N60 G1 X0
N70 Y0
N80 M29
%ang1.nc
N100 G53 G17
N110 LL part
N130 G68 R-45 X10 Y100
N140 LL part
N150 G21 (mirroring of X coordinates)
N160 LL part
N170 G69
M30