Plane compensation
With plane compensation, axis misalignments can be compensated for as a function of the position of two master axes. One application case, for example, is the compensation of the Z axis depending on X and Y.
Compensation process
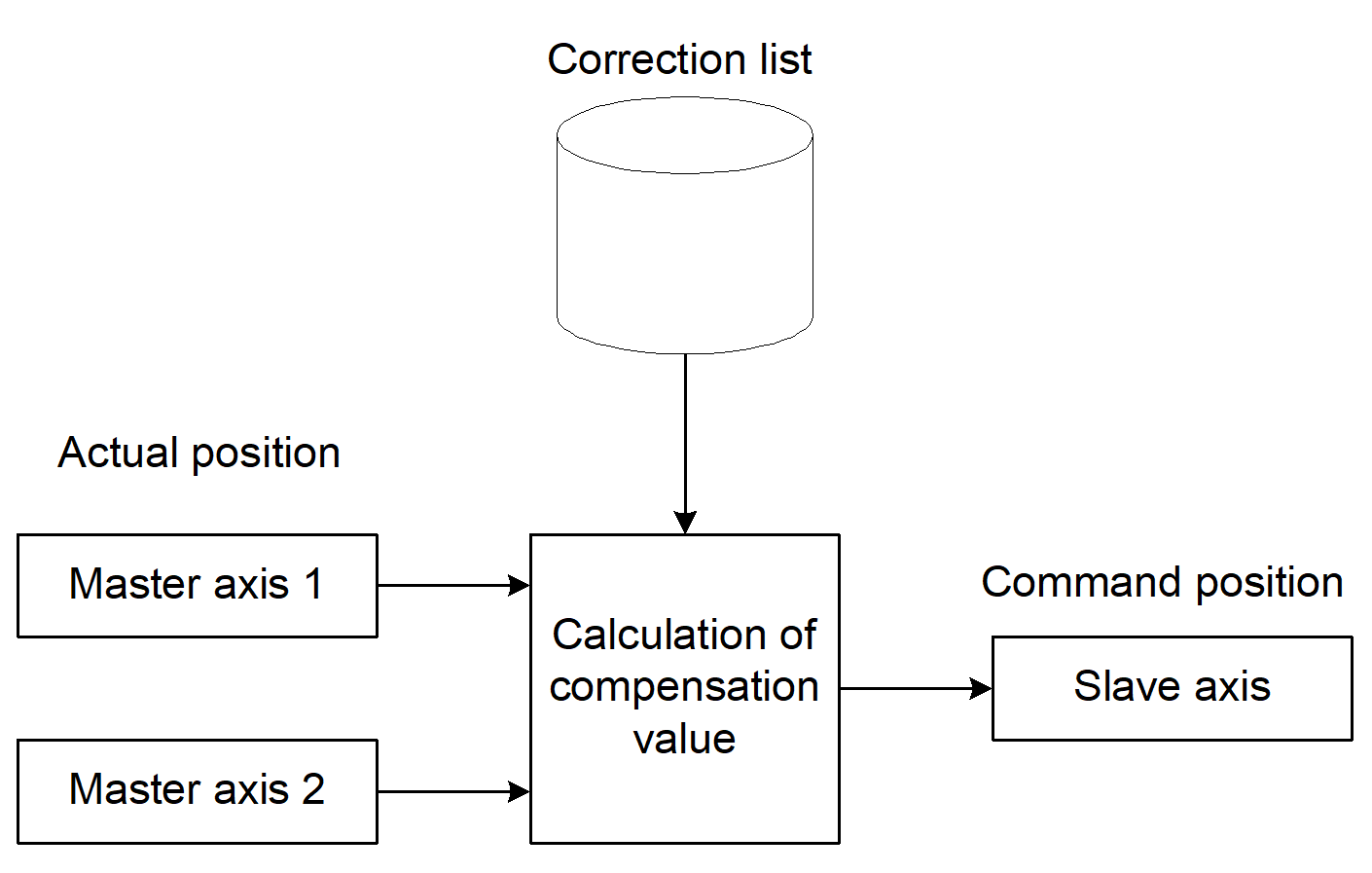
Plane compensation allows the compensation of an axis position depending on the command positions of 2 axes.
The two axes whose command positions influence the compensation value are called master axes. The axis for which compensation is active is called the slave axis.
One of the master axes can also be a slave axis itself.
Notice

Cross compensation data is specified in the compensation value list of the slave axis .
Characteristics
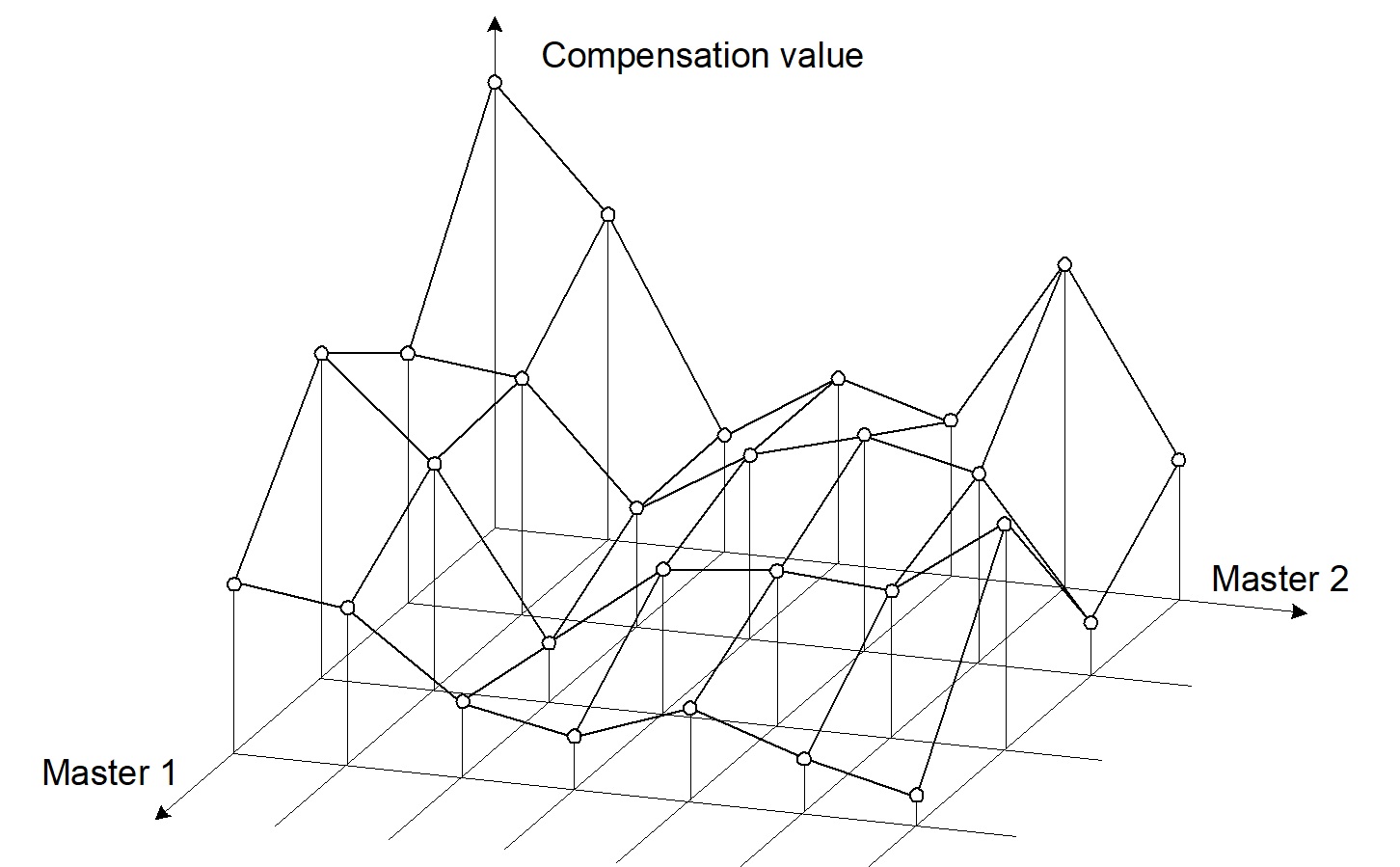
- The two master axes form a 2-axis coordinate system; in the simplest case it is the X-Y plane (master axis 1 = X axis, master axis 2 = Y axis).
- This coordinate system is divided into squares or rectangles like a chessboard.
- The edge length of the squares or the edge lengths of the rectangles can be parameterised.
- The corners of the squares or rectangles form the interpolation points of the table (see figure below).
- A compensation value can be specified for each interpolation point.
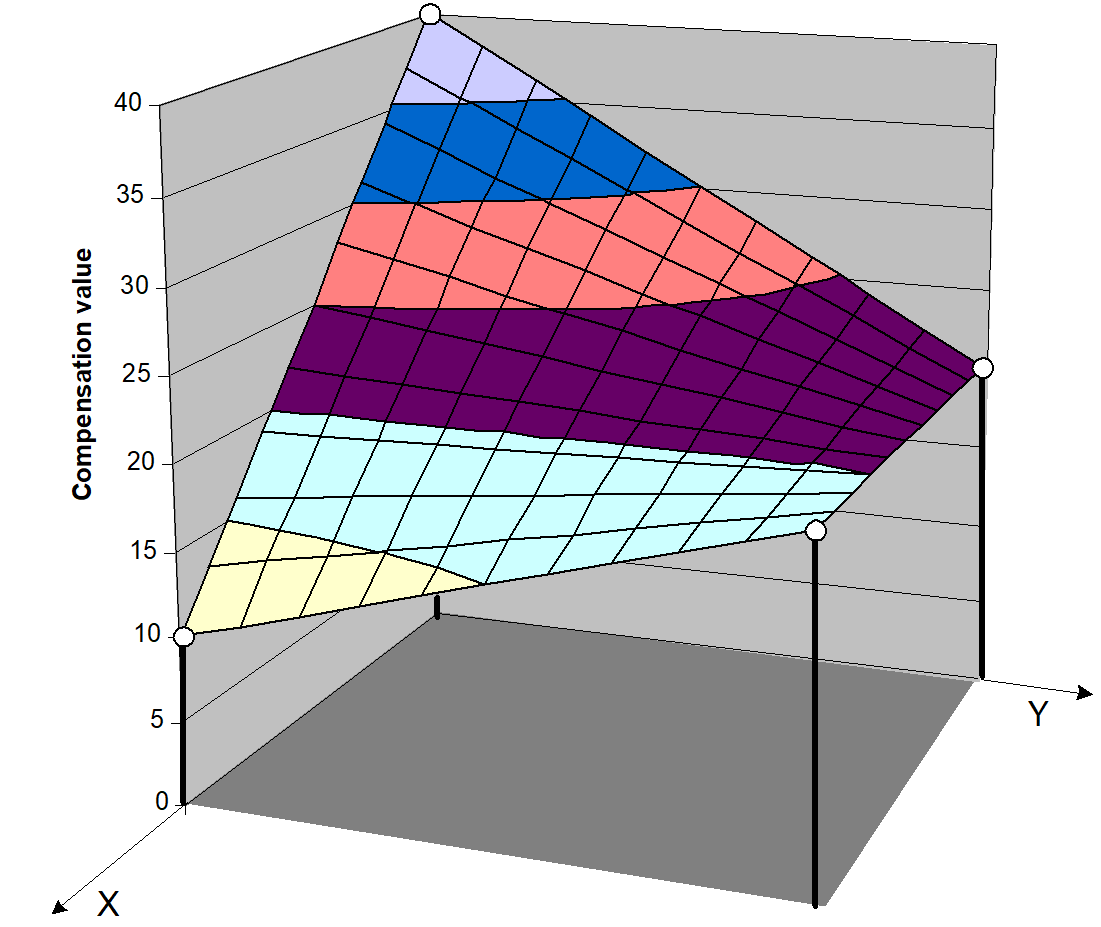
- Interpolation between interpolation points is linear (see 2nd figure below).
- Outside the table, the compensation values at the edge of the table remain effective.
- As of CNC Build V3.1.3079.06 you can adjust the size of the compensation table. The maximum number of table entries can be set by P-COMP-00061 and The actual number of entries used is specified by P-COMP-00010 and P-COMP-00011.
Effectiveness
Plane compensation is only effective if all the following conditions are fulfilled:
- The function was activated for the slave axis.
- The compensation value table was provided.
- Master and slave axes are linear axes. As of CNC Build v263.1504, plane compensation can also be used for rotary axes or spindles.
- Master axes have an absolute measuring system or were referenced.