Mode 1 – Request via index
Release Note

This mode is available as of CNC Build V3.1.3105.01.
To use Mode 1, a suitable value must be set for the parameter P-STUP-00033.
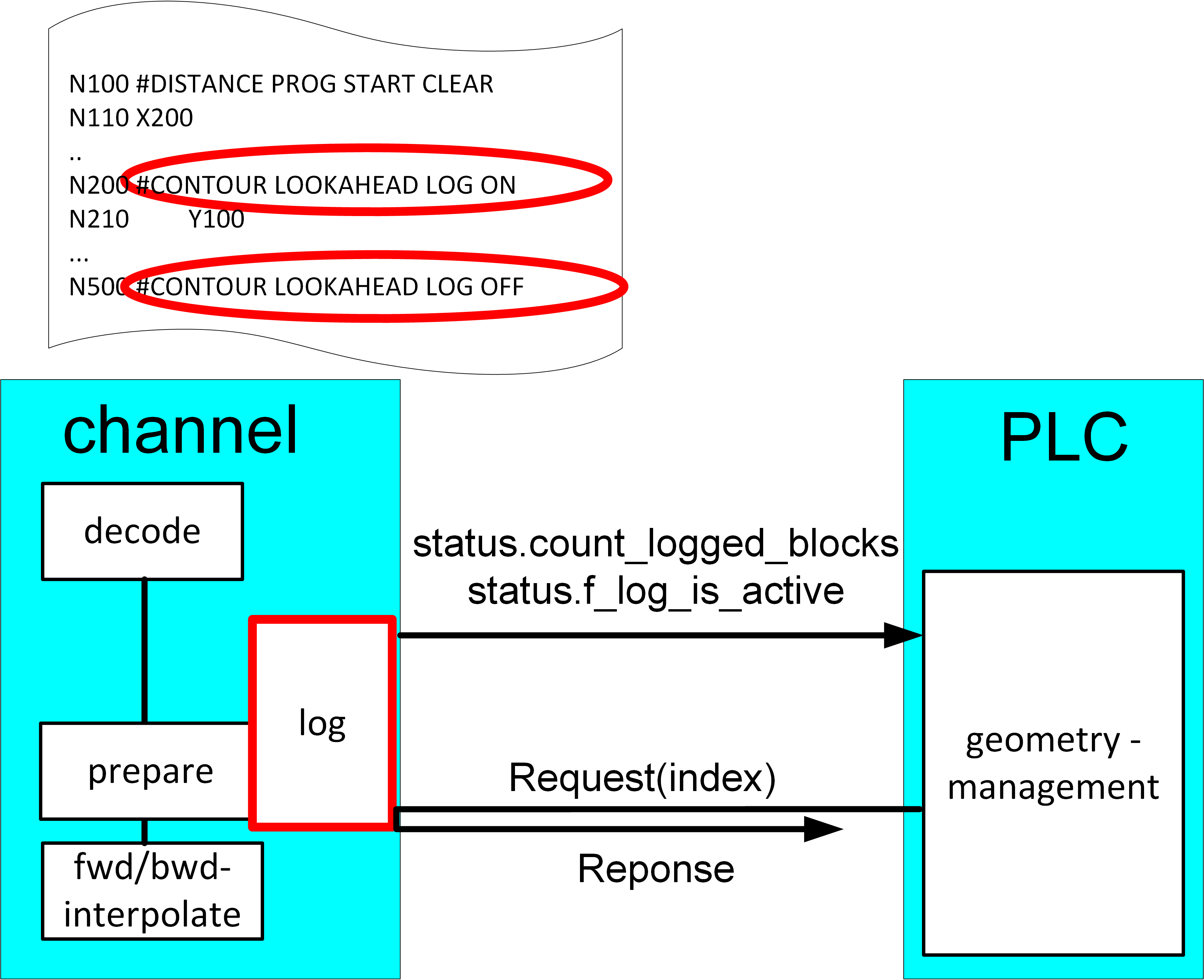
In this mode, the PLC reads the look-ahead buffer of NC blocks of the CNC previously marked with the command #CONTOUR LOOKAHEAD LOG ON/OFF.
The information is provided before these blocks are actually executed. The PLC can set synchronisation with any stop conditions (e.g. M functions) to ensure that the PLC has all the necessary data.
The command #CONTOUR LOOKAHEAD LOG [PARAM=<val>] is used to provide the PLC with an additional parameter value within a flagged area.
Notice

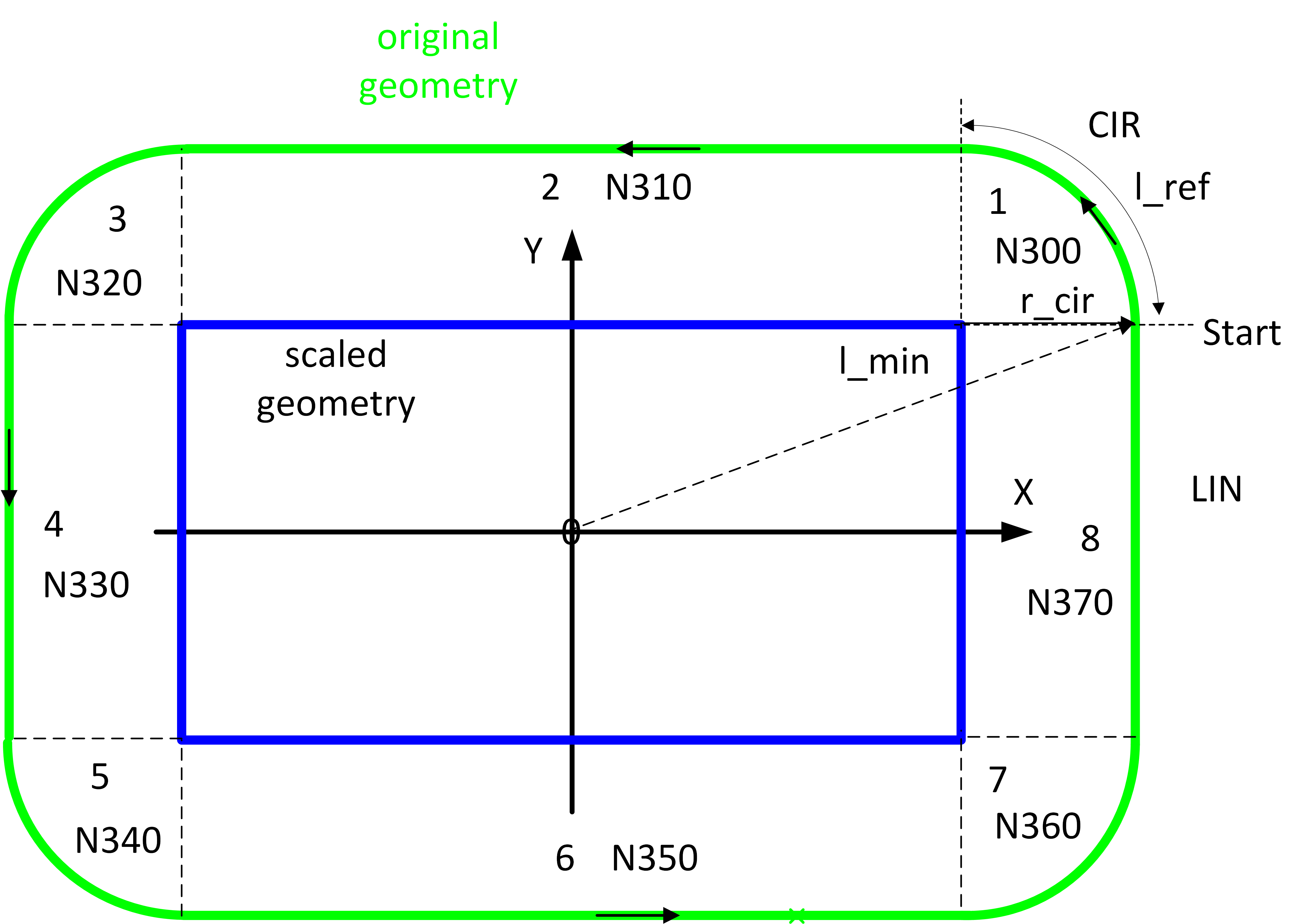
In index mode, the individual elements can be requested multiple times, including backward motion on the path. The elements starting from the specified index are always output to the end.