Mode 2 - Request via distance from program start
Notice

This mode can only be used if P-CHAN-00658 is parameterised.
Every contour element is identifiable by the path distance covered.
By default the distance starts at program start and is re-initialised with zero at every program start.
The distance can also be reset in the NC program with the NC command #DISTANCE PROGRAM START CLEAR.
While an NC program is in process, the distance covered is aggregated and displayed as the current distance.
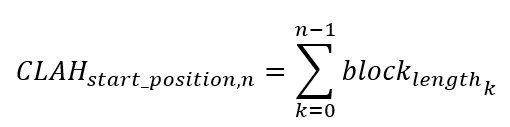
The start position of a contour element (CLAHstart_position) is defined as:
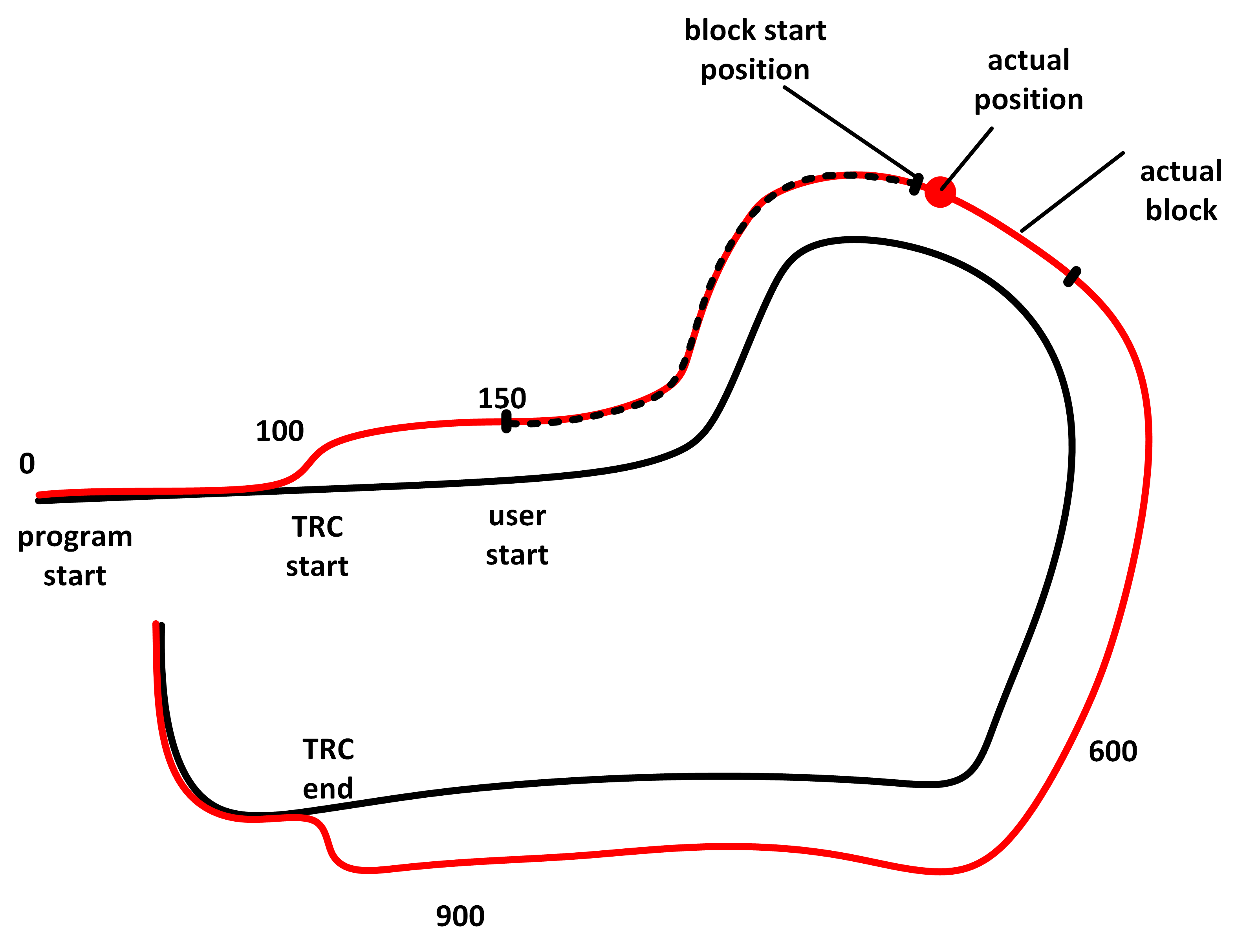
If the PLC requests contour elements via distance, the correct distance must be specified for the blocks.
The figure below is a schematic diagram of a programmed contour using tool radius compensation (TRC) and the relationship between distance and CLAHstart_position.
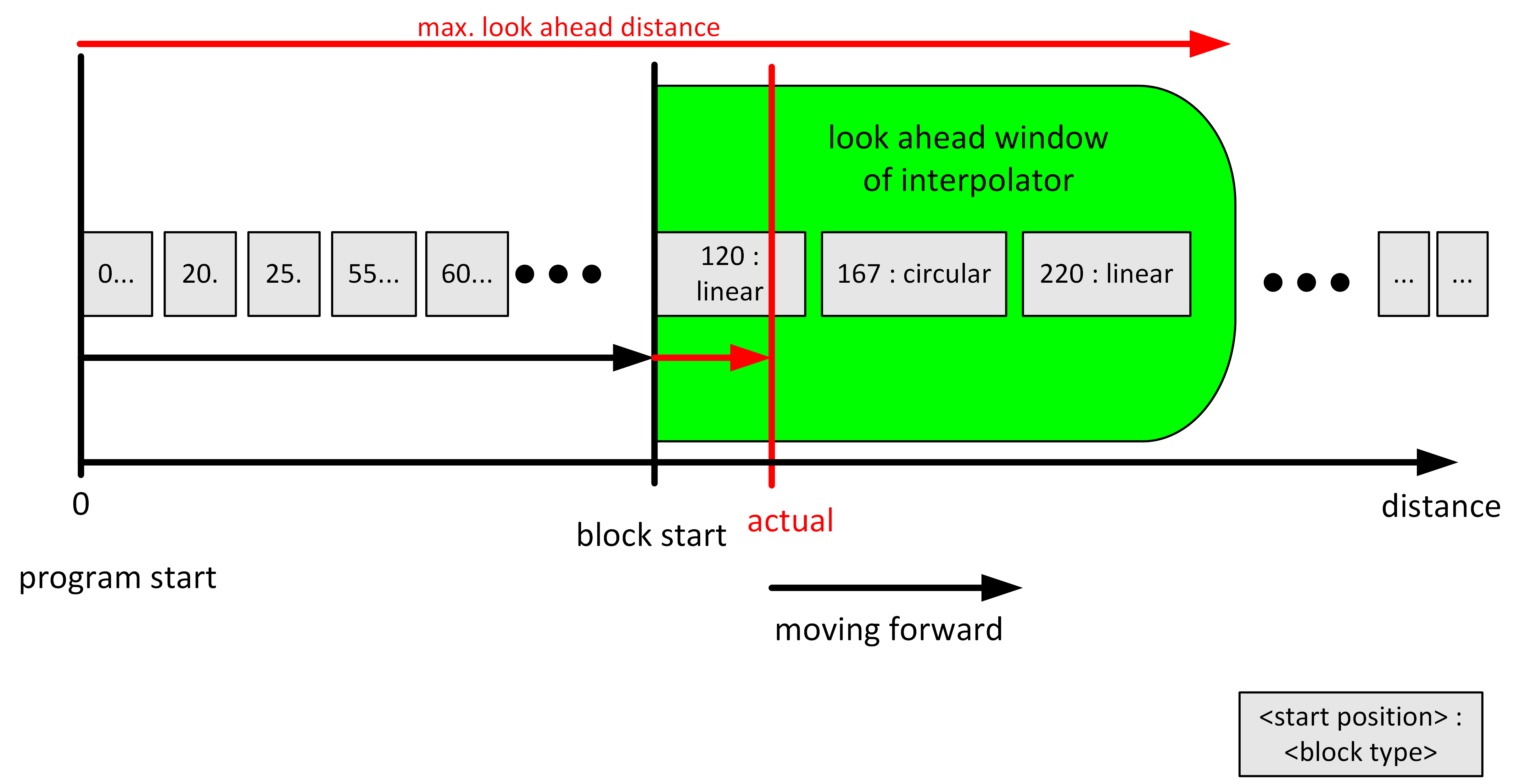
Properties of the look-ahead function:
- The maximum look-ahead distance available in the CNC is supplied by the HLI in each cycle and can be requested by a PLC. This information can be used to detect and request new available contour elements (start distance of the last element + length of the last element < maximum look-ahead distance).
- The maximum look-ahead distance depends on the internal buffer size of the interpolator and the block supply of the path preparation.
- The maximum look-ahead distance is independent of feedhold, override, synchronised M functions or G04.