Steuerkommandos einer Achse
Vorschubfreigabe, Achse | |
Beschreibung | Achsspezifische Vorschubfreigabe Für alle zu bewegenden Achsen muss die Vorschubfreigabe gesetzt sein. Ist dies nicht gegeben, findet keine Bahnbewegung statt. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | SERCOS-Antriebe Bei SERCOS-Antrieben wird das Datum auf das Bit 13 des Steuerworts geleitet. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.release_feedhold |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Antriebsfreigabe, Übergang TRUE → FALSE: Der Antrieb wird unter Einhaltung der Beschleunigungsparameter stillgesetzt. FALSE = Antrieb HALT] |
Rückgabewert | |
ST-Element | .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Antriebsfreigabe, FALSE = Antrieb HALT] |
Umleitung | |
ST-Element | .enable_w |
Vorschubstopp EIN/AUS, Achse | |
Beschreibung | Achsspezifischer Vorschubstopp. Der achsspezifische Vorschubstopp auf eine Achse wirkt sich wie folgt aus:
Ansonsten wirkt für alle Achsen außer Spindeln der globale Vorschubstopp des Kanals. Für diese Achsen ist die Wirkungsweise des globalen und achsspezifischen Vorschubstopps parametrierbar (P-AXIS-00529, P-AXIS-00540). |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.feedhold |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Vorschubstopp ein, FALSE = Vorschubstopp aus] |
Umleitung | |
ST-Element | .enable_w |
Richtungsabhängiger Vorschubstopp, Achse | |||
Beschreibung | Achsspezifischer richtungsabhängiger Vorschubstopp Für alle zu bewegenden Achsen kann ein richtungsabhängiger Vorschubstopp gesetzt werden. Findet eine Beauftragung der Achse in die gesperrte Richtung statt, wird der achsspezifische Vorschubstopp gesetzt. Der achsspezifische richtungsabhängige Vorschubstopp wirkt sich genau wie der achsspezifische Vorschubstopp auf eine Achse aus:
Der richtungsabhängige und normale achsspezifische Vorschubstopp kann überlagert werden. Ansonsten wirkt für alle Achsen außer Spindeln der globale Vorschubstopp des Kanals. Für diese Achsen ist die Wirkungsweise des globalen und achsspezifischen Vorschubstopps parametrierbar (P-AXIS-00529, P-AXIS-00540). | ||
Datentyp | MC_CONTROL_UNS08_UNIT, s. Beschreibung Control Unit | ||
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w | ||
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.directional_feedhold | ||
Kommandierter, angeforderter und Rückgabewert | |||
ST-Element | .command_w .request_r .state_r | ||
Datentyp | USINT | ||
Wertebereich | Wert | PLC-Konstante | Bedeutung |
0 | HLI_DIRECTIONAL_FEEDHOLD_NO_FEEDHOLD | Die Achse wird in keine Verfahrrichtung gesperrt. | |
1 | HLI_DIRECTIONAL_FEEDHOLD_POS | Die Achse wird in positive Verfahrrichtung gesperrt. | |
2 | HLI_DIRECTIONAL_FEEDHOLD_NEG | Die Achse wird in negative Verfahrrichtung gesperrt. | |
3 | HLI_DIRECTIONAL_FEEDHOLD_POS_NEG | Die Achse wird in positive und negative Verfahrrichtung gesperrt. | |
Umleitung | |||
ST-Element | .enable_w | ||
Besonderheit | Der Antrieb der Achse wird unter Einhaltung der Beschleunigungsparameter stillgesetzt. Dies bedeutet, dass die Achse noch ein kleines Stück in die gesperrte Richtung fährt bevor diese anhält. Der Vorschubstopp wirkt immer auf den kompletten aktuellen Satz. Das bedeutet, dass ein Satz gesperrt werden kann, auch wenn die aktuelle Bewegungsrichtung der Achse nicht in die gesperrte Richtung zeigt. Verfügbar ab V3.1.3079.26 Beispiele: 1. Beispiel Kreis: 2. Beispiel Polynomüberschleifen: 3. Sonderfall Spindel: | ||
Watchdog, Vorschubstopp | |
Beschreibung | Diese Control Unit ist die Schnittstelle eines Watchdog, der bei Ausfall der PLC über einen Vorschubstopp, den Interpolator der CNC anhält. Ist die Achse, für die der Watchdog ausgelöst wurde, Teil einer Achsgruppe und durch den aktuellen Auftrag in Bewegung, halten auch alle anderen Achsen an, die von diesem Auftrag ebenfalls bewegt werden. Wenn diese Control Unit aktiviert ist, muss die PLC in jedem PLC-Zyklus das Element command_w auf TRUE setzen. Der NC-Kern setzt dieses Kommando dann zurück auf FALSE. Um diese Funktion der Control Unit zu aktivieren, muss in manchen Versionen des NC-Kerns der Achsparameter enable_feed_enable (P-AXIS-00313) gesetzt werden. Bei anderen Versionen steht die Funktionalität dieser Control Unit immer zur Verfügung. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.enable_feed_wdg |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Signalisiert, dass die PLC zyklisch aufgerufen wird und ihre Funktion erfüllt, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Vorschuboverride, Achse | |
Beschreibung | Achsspezifischer Vorschuboverride Mit dem achsspezifischen Vorschuboverride kann die Verfahrgeschwindigkeit einer Achse mit einem zusätzlichen Faktor gewichtet werden. Der achsspezifische Vorschuboverride wirkt sich auf eine Achse nur dann aus, falls diese aktuell nicht im Bahnverbund, sondern im Handbetrieb oder als unabhängige Achse verfahren wird. Ansonsten wirkt für die Achse der globale Override des Kanals. Der achsspezifische Vorschuboverride wirkt auch auf Einzelachsen und Spindeln. Bei Spindeln hat dieser Vorschuboverride auch Einfluss auf die Drehzahlquittierung von programmierten M3/ M4 oder MC_MoveVelocity Aufträgen. Die Drehzahlquittierung erfolgt bei Erreichen des gewichteten Vorschubs, im Extremfall bei Vorschub 0. (siehe lr_state.rev_erreicht_r) |
Datentyp | MC_CONTROL_UNS16_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.override |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | UINT |
Einheit | 0,1 % |
Wertebereich | [0, P-AXIS-00109] Beim Parameter P-AXIS-00109 handelt es sich um einen achsspezifischen Parameter. Sein Wert ist typischerweise 1000.. |
Umleitung | |
ST-Element | .enable_w |
Vorschuboverride gültig, Achse | |
Beschreibung | Achsspezifischer Vorschuboverride gültig |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.override_valid |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Achsspezifischer Vorschuboverride gültig, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Antrieb EIN | |
Beschreibung | Antrieb EIN |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | SERCOS-Antriebe Bei SERCOS-Antrieben wird das Datum auf das Bit 15 des Steuerworts geleitet. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.drive_on |
Kommandierte und angeforderter Werte | |
ST-Element | .command_w .request_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Antrieb EIN, Übergang TRUE → FALSE: Der Antrieb wird bestmöglich stillgesetzt. FALSE = Antrieb AUS] |
Rückgabewert | |
ST- Element | .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Antrieb EIN, FALSE = Antrieb AUS] |
Umleitung | |
ST-Element | .enable_w |
Reglerfreigabe | |
Beschreibung | Reglerfreigabe ↔ achsspezifische Drehmomentzuschaltung. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | SERCOS-Antriebe Bei SERCOS-Antrieben wird das Datum auf das Bit 14 des Steuerworts geleitet. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.torque_permission |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Drehmomentzuschaltung, FALSE = Antrieb ist drehmomentfrei] |
Umleitung | |
ST-Element | .enable_w |
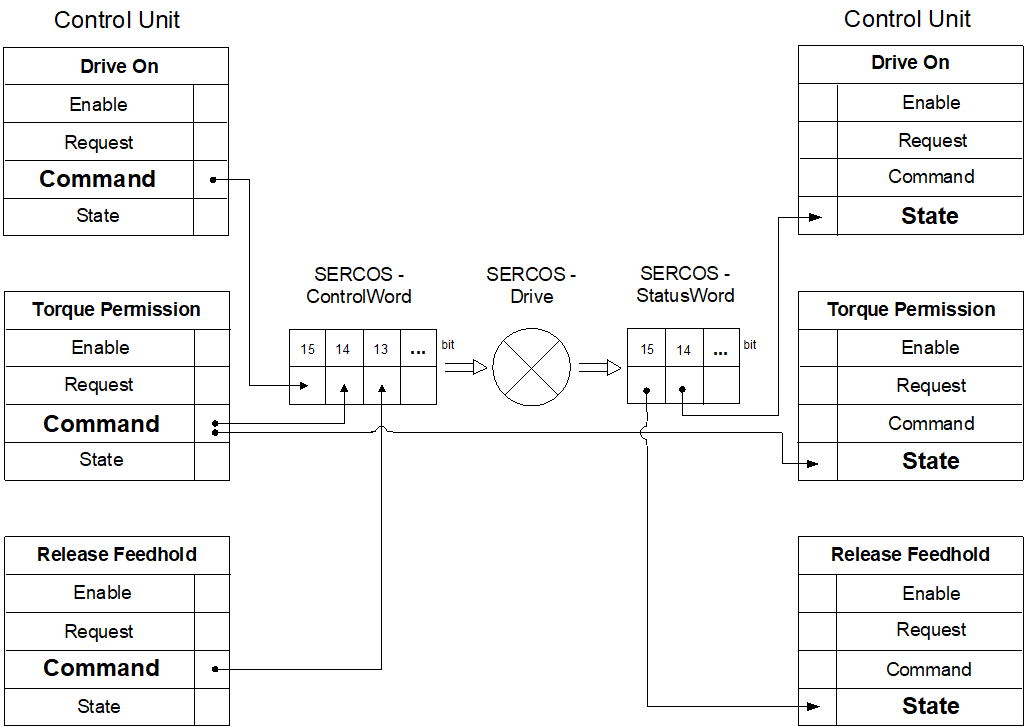
Für SERCOS-Antriebe kann aus der nachfolgenden Grafik der Zusammenhang zwischen den Control Units des HLI und dem SERCOS-Statuswort bzw. SERCOS-Controlwort entnommen werden.
Referenznocken | |
Beschreibung | Signal eines Referenznockens bei der Referenzpunktfahrt. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Die Kommandierung dieses Signals wirkt sich nur dann aus, wenn im Achsmaschinendatensatz der betreffenden Achse die Kenngröße lr_hw[i].cam_direct_access = 0 (P-AXIS-00036)gesetzt ist. Durch Verwendung der Kenngröße lr_hw[i].cam_level (cBeschreibung) im Achsmaschinendatensatz kann die Wirkung dieses Kommandos von high-aktiv auf low-aktiv parametriert werden. Nachfolgend wird die Wirkung im Standardfall beschrieben. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.reference_cam |
Kommandierter, angeforderter und Rückgabewert | |
ST- Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Referenznocken geschaltet, FALSE = Referenznocken nicht geschaltet] |
Umleitung | |
ST-Element | .enable_w |
Reduzierte Geschwindigkeit, Achse | |
Beschreibung | Durch setzen dieses Signals wird die Achsgeschwindigkeit bei G00 und G01 auf die in den Achsparametern P-AXIS-00214 bzw. P-AXIS-00155 definierten Werte reduziert. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Befindet sich diese Achse in einem Kanal, werden auch die Grenzwerte der an der Bewegung beteiligten Achsen berücksichtigt. Der wirksame Wert für die reduzierte Geschwindigkeit wird so ermittelt, dass keine der an der Bewegung beteiligten Achsen ihren konfigurierten Grenzwert überschreitet. Das Verhalten ist dann identisch zur Beauftragung über einen Kanal. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.reduced_speed |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Reduzierte Geschwindigkeit aktiv, FALSE = Reduzierte Geschwindigkeit nicht aktiv] |
Umleitung | |
ST-Element | .enable_w |
Reduzierte Geschwindigkeit in Zone 1, Achse | |
Beschreibung | Durch setzen dieses Signals wird die Achsgeschwindigkeit auf die im Achsparameter P-AXIS-00030 definierte Geschwindigkeit begrenzt wenn sich die Achse innerhalb des durch die Parameter P-AXIS-00085 und P-AXIS-00093 definierten Bereiches befindet. Falls notwendig erfolgt eine Verzögerung der Achse nach Eintreten in den Bereich. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Befindet sich die Achse in einem Kanal, werden auch die Grenzwerte der an der Bewegung beteiligten Achsen berücksichtigt, die sich ebenfalls in einer geschwindigkeitsreduzierten Zone befinden. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAX[axis_idx]^.ipo_mc_control.reduced_speed_zone |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Reduzierte Geschwindigkeit für Zone 1 aktiv, FALSE = Reduzierte Geschwindigkeit für Zone 1 nicht aktiv] |
Umleitung | |
ST-Element | .enable_w |
Reduzierte Geschwindigkeit in Zone 2 Achse | |
Beschreibung | Durch Setzen dieses Signals wird die Achsgeschwindigkeit auf die im Achsparameter P-AXIS-00030 definierte Geschwindigkeit begrenzt wenn sich die Achse innerhalb des durch die Parameter P-AXIS-00097 und P-AXIS-00105 definierten Bereiches befindet. Falls notwendig erfolgt eine Verzögerung der Achse nach eintreten in den Bereich. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Befindet sich die Achse in einem Kanal, werden auch die Grenzwerte der an der Bewegung beteiligten Achsen berücksichtigt, die sich ebenfalls in einer geschwindigkeitsreduzierten Zone befinden. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAX[axis_idx]^.ipo_mc_control.reduced_speed_2_zone |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Reduzierte Geschwindigkeit für Zone 2 aktiv, FALSE = Reduzierte Geschwindigkeit für Zone 2 nicht aktiv] |
Umleitung | |
ST-Element | .enable_w |
Unterdrückung der Einlesefreigabe | |
Beschreibung | Unterdrücken der Einlesefreigabe Bei Löschen der Einlesefreigabe (Setzen von NoEfg) liest der Interpolator keine neuen vorab dekodierte NC-Verfahrinformation ein. D.h. die Bewegung wird nach Ende der aktuellen im Interpolator vorliegenden Aufträge gestoppt. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.no_efg |
Kommandierter, angeforderter und Rückgabewert | |
ST- Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = keine Einlesefreigabe, FALSE = Einlesefreigabe] |
Umleitung | |
ST-Element | .enable_w |
Bearbeitungssimulation, Achse | |
Beschreibung | Schaltet die achsspezifische Bearbeitungssimulation ein und aus. Während der Bearbeitungssimulation werden alle achsspezifischen Technologiebefehle des NC-Programms nicht mehr an die PLC ausgegeben, sondern intern quittiert. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.machining_simulation |
Kommandierter, angeforderter und Rückgabewert | |
ST- Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Bearbeitungssimulation aktiv, FALSE = Bearbeitungssimulation nicht aktiv] |
Umleitung | |
ST-Element | .enable_w |
Ignorierung der minimalen Werkzeuggeschwindigkeit | |
Beschreibung | Wird beim Werkzeugwechsel eine minimale Werkzeuggeschwindigkeit angegeben, so überwacht der NC-Kern, dass diese Untergrenze durch die Vorgabe eines Override nicht unterschritten wird. Mit dieser Control Unit kann dieses Verhalten ausgeschaltet werden und der Override wirkt entsprechend der Vorgabe auf die Achse. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Die Control Unit ist nur dann wirksam, wenn es sich bei der Achse um eine Spindel handelt. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.ignore_vb_min_tool |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Unterschreitung der minimalen Werkzeuggeschwindigkeit erlaubt, FALSE] |
Umleitung | |
ST-Element | .enable_w |
OTC Offset | |
Beschreibung | Durch Setzen dieses Verschleißoffsets kann der Verschleiß in Richtung dieser Achse korrigiert werden. Bei Verwendung der Betriebsart SURF_NORM_ORI (Verschleisß in Richtung der Flächennormalen) muss der Offsetwert in der dritten Achse beauftragt werden. |
Datentyp | MC_CONTROL_SGN32_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Der Verschleißoffset wird durch die CNC über mehrere Takte ausgefahren. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.otc_offset |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | DINT |
Einheit | 0,1 µm |
Wertebereich | |
Umleitung | |
ST-Element | .enable_w |
Handbetriebsoffset zurück fahren | |
Beschreibung | Ist der Handbetrieb im Kanal aktiv und bewegt sich die beauftragte Achse nicht, wird die Achse durch dieses Kommando so bewegt, dass der Handbetriebsoffset anschließend 0 ist. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Eine steigende Flanke (FALSE → TRUE) an command_w löst den Vorgang aus. Das Signal wird ignoriert, wenn noch eine Handbetriebsbewegung aktiv ist oder der Handbetriebsoffset bereits 0 ist. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.manual_mv_back_to_start |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | steigende Flanke (FALSE → TRUE) triggert Rückfahrbewegung. |
Umleitung | |
ST-Element | .enable_w |
Stopp der Bewegung von "Handbetriebsoffset zurück fahren" | |
Beschreibung | Die Bewegung, die durch Beauftragung der Control Unit "Handbetriebsoffset zurück fahren" gestartet wurde, wird mit einem Auftrag über diese Control Unit gestoppt |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Eine steigende Flanke (FALSE → TRUE) löst den Auftrag aus. Bis zum endgültigen Stillstand der Achse wird im Datum Achsspezifischer Interpolator, Zustand mit dem Bit HLI_AX_MAN_MV_BACK_WAIT_STOP angezeigt, dass der Stoppvorgang aktiv ist. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.ipo_mc_control.manual_mv_back_stop |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = steigende Flanke stoppt die Bewegung, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Nachführbetrieb | |
Beschreibung | Die Achse wird in Nachführbetrieb gesetzt, d.h. der kommandierte Sollwert wird gleich dem eingelesenen Istwert gesetzt. Das Gleichsetzen von Soll- und Istwert wird solange ausgeführt, wie command_w = TRUE ist. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Das Gleichsetzen von Soll- und Istwert führt dazu, dass die aktuelle Regelabweichung = 0 ist. Dies kann dazu führen, dass eine externe Krafteinwirkung (Gewicht der Achse) langsam die Achsposition ändert (Drift). |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.follow_up |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Regelkreis geöffnet, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Gantrydifferenz ausfahren | |
Beschreibung | Wenn die Achse eine Gantry-Slaveachse ist und sowohl Master als auch Slaveachse referenziert sind, wird die Gantrydifferenz ausgefahren. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.gantry_on |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Ausfahren Gantrydifferenz erlaubt, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Übernahme Referenzposition | ||
Beschreibung | Übernahme der Referenzposition und markieren der Achse als referenziert bei einer steigenden Flanke an dieser Control Unit. Abhängig vom Wert des Parameters P-AXIS-00278 wird die Istposition der Achse auf den folgenden Wert gesetzt: | |
P-AXIS-00278 | Referenzposition der Achse | |
ABSOLUT | Wert von P-AXIS-00152 | |
OFFSET | Encoderposition des Antriebs + P-AXIS-00279 | |
PLC | Wert der in dieser Control Unit refpos_position steht. | |
PLC_OFFSET | Encoderposition des Antriebs + Wert der in der Control Unit refpos_position steht. | |
Die Variable state_r zeigt an, ob die Referenzposition manuell gesetzt und somit das Koordinatensystem verschoben wurde. Das manuelle Setzen kann durch eine CNC-geführte Referenzpunktfahrt (G74) wieder aufgehoben werden. Auch bei einer Achse mit absolutem Messsystem kann die Referenzposition manuell gesetzt werden. | ||
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit | |
Besonderheiten | Flankenauswertung: Die Funktion wird bei der steigenden Flanke am Command-Eingang ausgelöst. | |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w | |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.set_reference_position | |
Kommandierter, angeforderter und Rückgabewert | ||
ST-Element | .command_w .request_r .state_r | |
Datentyp | BOOL | |
Wertebereich | [TRUE, FALSE] | |
Umleitung | ||
ST-Element | .enable_w | |
Zu setzende Referenzposition | ||
Beschreibung | Wenn in der Achsparameterliste der Parameter P-AXIS-00278 den Wert „PLC“ bzw. „PLC_OFFSET“ hat, wird beim Auslösen der Übernahme der Referenzposition über das HLI (siehe auch Control Unit set_reference_position) der Wert dieser Control Unit zur Berechnung der zu setzenden Position benutzt. Dabei gibt es die folgenden Möglichkeiten, wie der Wert dieser Control Unit verwendet werden kann: | |
P-AXIS-00278 | Referenzposition der Achse | |
PLC | Wert der in dieser Control Unit steht. | |
PLC_OFFSET | Encoderposition des Antriebs + Wert der in dieser Control Unit steht. | |
Datentyp | MC_CONTROL_SGN32_UNIT, s. Beschreibung Control Unit | |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w | |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.refpos_position | |
Kommandierter, angeforderter und Rückgabewert | ||
ST-Element | .command_w .request_r .state_r | |
Datentyp | DINT | |
Einheit | 0,1 µm bzw. 10-4 ° | |
Wertebereich | [MIN_SGN32, MAX_SGN32] | |
Umleitung | ||
ST-Element | .enable_w | |
Löschen der Referenzierung | |
Beschreibung | Wurde eine Achse durch Setzen der Referenzposition oder durch G74 referenziert, so kann dieser Status durch die aktuelle Control Unit wieder rückgängig gemacht werden. Besitzt die Achse ein absolutes Messsystem, so gilt die Achse nachfolgend auch als nicht referenziert (sie kann durch ein G74 wieder referenziert werden). Hierdurch kann z. B. die Softwareendschalterüberwachung zeitweise ausgeschaltet werden. Eine Verschiebung durch die Control Unit „Setzen der Referenzposition“ wird nicht wieder aufgehoben. Die Variable state_r zeigt an, ob die Achse aktuell als nicht referenziert gilt. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Solange das Kommando (command_w) der Control Unit TRUE ist, gilt die Achse als nicht referenziert und kann auch durch Auslösen der Übernahme der Referenzposition (siehe auch Control Unit set_reference_position) nicht als referenziert markiert werden. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.clear_reference_position |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Messsignal | |
Beschreibung | Über diese Control Unit kann das Messsignal übergeben werden. Bei der Verwendung dieser Control Unit ist in der Parameterliste der entsprechenden Achse der Eintrag kenngr.measure.signal (P-AXIS-00516) auf „PLC“ oder „PLC_TIMESTAMP“ zu setzen. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Flankenauswertung: Zur Übernahme des Messwertes wird die in der Achsparameterliste im Eintrag kenngr.mess_neg_flanke (P-AXIS-00518) parametrierte Flanke verwendet. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.probing_signal |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE, FALSE] |
Umleitung | |
ST-Element | .enable_w |
Messwert, Achse | |
Beschreibung | Wenn durch den Achsparameter P-AXIS-00257 oder den NC-Befehl #MEAS […SIGNAL=PLC] die Messsignal-Quelle auf die Control Unit probing_signal umgestellt wurde, kann durch Aktivieren dieser Control Unit zusätzlich der Messwert über das HLI übergeben werden. |
Datentyp | MC_CONTROL_SGN32_UNIT, s. Beschreibung Control Unit |
Besonderheiten | Wenn diese Control Unit nicht aktiviert ist, wird die Istposition der Achse bei der steigenden Flanke von command_w der Control Unit probing_signal als Messwert verwendet. Der Wert der dem Element command_w der probing_position Control Unit zugewiesen wird, wird ohne weitere Änderungen an den Decoder übergeben und steht dort dann für weitere Berechnungen zur Verfügung. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.probing_position |
Kommandierter und angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | DINT |
Einheit | 0,1 µm bzw. 10-4 ° |
Wertebereich | [MIN_SGN32, MAX_SGN32] |
Umleitung | |
ST-Element | .enable_w |
Deaktivierung einer Achse (parken) | |
Beschreibung | Achsspezifische Deaktivierung einer Achse. Bei einer deaktivierten Achse werden CNC-intern die folgenden Aktionen nicht ausgeführt: Fehlerüberwachung: vom Antrieb signalisierte Fehler werden von der CNC nicht angezeigt. HLI-Steuerbits zum Antrieb werden nicht übertragen. Bei einem CNC-Reset wird kein Antriebsreset durchgeführt. Falls versucht wird eine geparkte Achse zu bewegen, wird die Fehlermeldung P-ERR-70265 ausgegeben. Im Antrieb werden keine Aktionen durchgeführt. |
Datentyp | MC_CONTROL_BOOL_UNIT, s. Beschreibung Control Unit |
Besonderheiten | PROFIDRIVE-Antriebe: Bei aktiver Control Unit wird im Steuerwort2 (STW2) das Bit 0x80 gesetzt. |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.deactivate_axis |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Achse ist deaktiviert, FALSE = Achse ist aktiv (Normalbetrieb)] |
Umleitung | |
ST-Element | .enable_w |
Zeitstempel | |
Beschreibung | Über diese Control Unit kann der Zeitstempel einer digitalen Eingangsklemme über das HLI an die CNC übergeben werden. |
Datentyp | MC_CONTROL_SGN64_UNIT, s. Beschreibung Control Unit |
Zugriff | PLC liest request_r + state_r und schreibt command_w + enable_w |
ST-Pfad | gpAx[axis_idx]^.lr_mc_control.timestamp |
Kommandierter, angeforderter und Rückgabewert | |
ST-Element | .command_w .request_r .state_r |
Datentyp | LINT |
Einheit | [ns] |
Wertebereich | [MIN_SGN64, MAX_SGN64] |
Umleitung | |
ST-Element | .enable_w |
Besonderheiten | Wird der Zeitstempel für die Funktion „Messen mit Distributed Clocks Zeitstempel“ verwendet, muss zusätzlich die Control Unit probing_signal aktiviert werden. Verfügbar ab CNC-Version V3.01.3079.28 |